Blog
Announcements
WorkTrek Monthly Updates: January 2025
We’re excited to unveil a major redesign of the WorkTrek web application! The app now has a fresh, modern interface that makes navigating it even easier and more intuitive. This update is about improving your work— optimizing existing features, and delivering a seamless user experience. 1. Drag & Drop Functionality for Documents Drag and drop […]
We’re excited to unveil a major redesign of the WorkTrek web application! The app now has a fresh, modern interface that makes navigating it even easier and more intuitive.
This update is about improving your work— optimizing existing features, and delivering a seamless user experience.
1. Drag & Drop Functionality for Documents
Source: WorkTrek
Drag and drop is here!! With our new drag-and-drop feature, managing files is faster and more convenient than ever. Whether attaching images to a task or uploading documents to a project, you can simply drag the file from your device and drop it directly into the application.
No more hunting for upload buttons or navigating through extra menus. This update saves time and makes file management as effortless as possible.
2. Enhanced Data Display
After talking to our customers and considering their feedback, we’ve completely re-engineered how data is displayed across the platform. We've moved key information points that you need every day into an easy-to-read and organized format.
Key data points are now displayed more clearly, with better visual hierarchy and improved layouts. These updates are designed to reduce information overload, making simpler to find exactly what you need without unnecessary distractions.
Streamlined Tabs for Better Navigation
Source: WorkTrek
One of the most noticeable changes in this update is the consolidation of several tabs. The Assignments, Documents, and Log tabs are now all located within the DETAILS tab, allowing you to access critical information from a single location.
By reducing the number of tabs, we’ve simplified navigation and eliminated the need to switch back and forth between multiple sections.
Easier Access to Your Profile
Source: WorkTrek
We’ve made accessing your profile quicker and more convenient. You'll now find it in the top-right corner of the screen. To get there, click on your profile picture or initials to access your settings, preferences, and account details. This change ensures that key profile options are always within easy reach, which makes a big difference in day-to-day usability.
3.Dark Mode for Comfort and Flexibility
Source: WorkTrek
Dark mode is now available, offering users a more comfortable and flexible experience. This highly requested feature allows you to switch to a darker theme, making working in low-light environments or during extended periods easier.
The dark mode toggle is located in the top-right corner, allowing you to switch between light and dark themes with just a click. Dark mode reduces eye strain and gives the app a sleek, professional look. Whether you prefer a brighter or more subdued interface, the choice is yours.
4. New Language Support: Expanding Accessibility
Source: WorkTrek
In addition to our existing language support, we’re proud to announce that WorkTrek now supports Spanish, making the platform accessible to even more users worldwide.
This new language is part of our broader commitment to inclusivity and making WorkTrek a tool that works for everyone, regardless of location or language of choice.
Stay tuned for additional languages in the future as we continue to grow and support our diverse community!
Conclusion
These updates reflect our ongoing commitment to enhancing your experience with WorkTrek. We invite you to try the updated app and explore the new features and improvements for yourself.
Your feedback is invaluable to us, so share your thoughts, suggestions, or any issues you encounter. Let us know what you think - we’re always listening.
As always, reach out to us if you have any questions or want to provide any feedback -we are here for you!

Operations & Maintenance
Top Maintenance Scheduling Software Compared
When it comes to managing maintenance tasks efficiently, a CMMS can be your best ally.
This software is built to handle everything from work order management to preventive maintenance and analytics.
Maintenance scheduling is among its most critical capabilities, which ensures maintenance tasks are completed on time without disrupting operations.
To help you find the right fit, we've prepared an overview and comparison of some top maintenance scheduling software.
With all these tools, we’ll focus on their scheduling capabilities—what makes them similar and how they differ.
Let’s dive in!
WorkTrek
First on our list is WorkTrek, our own feature-rich CMMS.
Built to meet a wide range of maintenance needs, WorkTrek includes the following core features:
Work order management
Parts and inventory management
Preventive maintenance
Task management
Analytics
WorkTrek offers several helpful tools for maintenance scheduling.
For starters, it allows you to automate recurring tasks based on time, usage, or condition triggers.
You can schedule preventive maintenance tasks daily, weekly, monthly, or yearly, creating work orders in advance, specifying durations, and setting end rules.
Source: WorkTrek
WorkTrek also integrates with meters, enabling automatic PM work orders based on specific conditions like working hours, mileage, or pressure.
For example, you could set a forklift’s maintenance schedule to trigger every 500 working hours, as in the example below:
Source: WorkTrek
To be able to do that, you first have to add meters to your assets.
That’s very simple, as you just have to fill in details like name, description, measurement unit, and meter number, as seen here:
Source: WorkTrek
Another feature helpful for better maintenance scheduling is the ability to create follow-up work orders automatically if a preventive maintenance check identifies issues.
Source: WorkTrek
Assigning and scheduling one-time tasks is just as streamlined.
When creating a work order, specify the task name, description, priority, and planned start date.
You can link it to projects, add relevant images, services, and materials, and assign digital forms or checklists for step-by-step instructions.
Source: WorkTrek
The exact details can be added to preventive maintenance tasks as well.
To help teams visualize their workload, all tasks and schedules can be displayed on an interactive calendar.
Source: WorkTrek
This clutter-free layout makes it easy to avoid overlapping jobs and provides a clear overview, even during busy periods.
Looking at the image above carefully, you will see that the calendar view is daily and shows specific hours.
We mention this because some software on this list, like UpKeep, for example, offers such detailed calendar views only in their most expensive pricing plans, whereas in WorkTrek, this feature is available for all users.
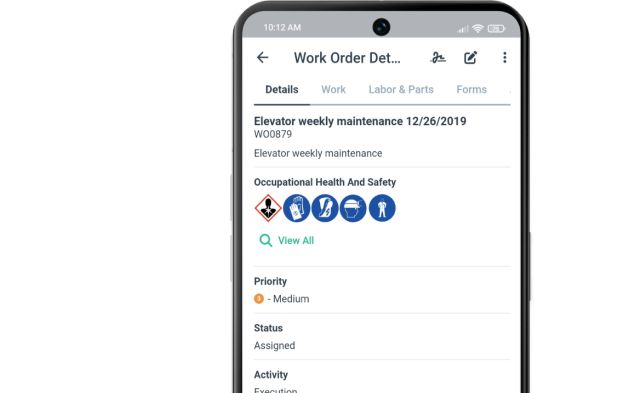
WorkTrek also comes as a mobile application.
Source: WorkTrek
This means field technicians can access schedules and updates on their mobile devices, ensuring they have real-time information no matter where they are.
Through the app, users can view instructions, complete checklists, upload photos, and even provide signatures, which allows supervisors to track task progress.
And those responsible for scheduling maintenance can do it on the go, too.
What truly stands out is how user-friendly and customizable it is.
Even if you’re new to CMMS, WorkTrek makes it easy to get started while offering enough flexibility to adapt to your team’s needs.
Support is another area where WorkTrek shines, with guidance during implementation, data import services, and ongoing assistance.
Unsurprisingly, users frequently highlight WorkTrek’s accessibility and robust mobile app as their favorite features.
Source: Reddit
Plans start at $29 per user per month, including unlimited guest requests and full mobile access.
If WorkTrek might fit your maintenance scheduling needs, you can explore it further.
We recommend trying it for free or booking a demo with us.
Fiix
Fiix is a cloud-based CMMS that helps organizations plan, track, and optimize maintenance activities.
It offers a variety of features, such as:
Work order management
Asset management
Parts and supplies management
Reporting
Fiix excels with its work order management system when we zoom in on scheduling.
It lets you easily schedule, assign, and track team work orders.
You can add inspection-type tasks to work orders, automate follow-up activities if an inspection fails, and link everything back to the original work order, just as in WorkTrek.
Additionally, Fiix offers smart priority settings to help prioritize tasks based on urgency and impact. You can do the same in WorkTrek.
You can also view your team’s workload in a centralized calendar, so you always know who is doing what and when.
Source: Fiix
Work orders can be assigned using drag-and-drop scheduling, and technicians can quickly access them to see details like priority, status, and maintenance type.
Automated alerts ensure that your team gets notifications by email or mobile whenever a new task is assigned.
Fiix also has robust features for automating preventive maintenance.
For example, users can schedule maintenance based on time and meter readings, and both time-based triggers and meter reading triggers can either be fixed or floating.
That’s because Fiix integrates with IoT devices and sensors to trigger maintenance based on the equipment's real-time condition, including vibration, temperature, pressure, and more.
Source: Fiix
Additionally, Fiix enables event triggers.
For example, for events like earthquakes or tremors, you can schedule system checks, as shown in their instructional video below:
https://www.youtube.com/watch?v=6qTJ_BxeMyc
Source: Fiix on YouTube
Fiix offers an AI-powered feature called the Asset Risk Predictor (ARP) for advanced scheduling.
ARP uses sensor data to detect anomalies and generate prescriptive maintenance work orders.
These AI-generated work orders include all the necessary details, such as summaries, work instructions, and labor tasks, automatically populated from your CMMS.
Source: Fiix
However, remember that ARP is an add-on feature requiring a separate purchase. We also learned that it rarely works as it should.
While Fiix is scalable and suitable for businesses of all sizes, it does have some limitations.
Users often mention the need to input parts manually, which can be time-consuming, and transferring data from other systems, although generally straightforward, may require effort.
Source: Reddit
Additionally, some reviews highlight the lack of robust reporting capabilities and the need for manual adjustments when scheduling future preventive maintenance tasks:
Another downtime is scheduled PM not being automatically changed after closing WO. It has to be manually changed for future planned maintenance WO's.
When it comes to pricing, Fiix offers a free plan for up to three users. However, the free plan allows you to schedule up to 25 preventive maintenance tasks using time, meter, or event-based triggers.
Paid plans start at $45 per user per month, and the Professional plan, which includes AI-powered insights, is priced at $75 per user per month.
UpKeep
UpKeep is a mobile-first CMMS designed to simplify, organize, and optimize maintenance and reliability operations.
It comes with a variety of features that help maintenance teams stay on top of their tasks, with a strong focus on real-time accessibility and ease of use.
Source: UpKeep
When it comes to scheduling maintenance, UpKeep offers some handy tools.
First, you can set up recurring maintenance with minimal effort—UpKeep allows you to create time- and usage-based triggers.
Time-based triggers mean you can schedule tasks at regular intervals, such as daily, weekly, monthly, or even after a specific number of days.
Source: UpKeep
Usage-based triggers allow you to set maintenance schedules based on asset usage, such as after a certain number of operational hours or miles traveled.
Source: UpKeep
You’ll first need to set up meters in the system to make this work.
Furthermore, as with WorkTrek and Fiix, UpKeep lets you attach checklists and documents to preventive maintenance work orders.
You can also assign tasks easily to technicians based on their availability.
The mobile-first design is a standout feature, allowing technicians to view and adjust their schedules directly from their devices, whether in the field or on the move.
Source: UpKeep
UpKeep also automates follow-up tasks by triggering work orders when inspection checklists fail.
Again, this feature is the same as in our WorkTrek.
Technicians can log meter readings for runtime-based tasks, and photos can be added to checklists for extra clarity.
Technicians can close out tasks and log details when preventive maintenance is completed.
The desktop version clearly shows scheduled maintenance tasks, but the weekly and daily calendar views are only available in the Pro plan.
Source: UpKeep on YouTube
This has been a point of frustration for some users, as you can see from the review below:
Source: G2
However, most users appreciate the platform’s user-friendly interface, customization options, and the ability to access maintenance schedules in real-time through the UpKeep mobile app, which makes it easy for field technicians to stay updated.
Pricing starts at $20 per user per month for the Lite plan, with more features available in the Starter ($45), Professional ($75), and Custom plans.
However, note that the preventive maintenance features in the Lite plan are limited, and meter-based triggers are unavailable.
Maintenance Connection
Maintenance Connection by Accruent is an enterprise-grade CMMS offering a comprehensive maintenance management tool suite.
Some key features include:
Work order management
Mobile CMMS application
Reporting and analytics
Automated notifications
When it comes to scheduling maintenance, Maintenance Connection provides a high level of flexibility.
You can set up time-based schedules, where maintenance is triggered after a specific time interval, or meter-based schedules, which rely on asset usage data.
Source: Solid CAD on YouTube
The system supports fixed and floating schedules, making it similar to Fiix.
Fixed schedules generate work orders on specific dates or at precise meter readings, regardless of when the last maintenance was completed.
In contrast, floating schedules base the next maintenance date on when the previous one was finished, allowing for dynamic intervals.
Source: Maintenance Connection
You can also create single-procedure schedules, which repeat the same task at regular intervals, or multiple-procedure schedules, where different tasks are set to occur at varying intervals.
For example, you might schedule one set of tasks for monthly maintenance and another for quarterly upkeep—of the same asset.
Maintenance Connection lets you associate tasks with specific assets, generating a single work order for all related assets or separate ones for each.
Additionally, the software includes a drag-and-drop calendar that simplifies technician scheduling.
Source: G2
For mobile users, Maintenance Connection offers MC Express, a mobile app where technicians can create and update work orders on the go.
Source: Microsoft
While users appreciate its comprehensive functionality and customization options, they note that the software can be complex to learn, and some tasks, like creating reports, require additional effort due to the high level of customization.
Source: G2
Despite this, its robust capabilities make it a great fit for large enterprises managing multiple sites.
Maintenance Connection is a premium tool, with costs starting at $1,325 per user annually (minimum three users), plus $700 per user per year for mobile access.
A free trial is available with access to a fully functional software version for evaluation.
eMaint CMMS
eMaint is a flexible and highly configurable CMMS with a wide range of enterprise asset management, work order management, scheduling, and reporting tools.
Designed for businesses of all sizes, eMaint allows users to customize workflows to fit unique operational requirements.
One of its key features is the ability to create preventive maintenance schedules for single and multiple assets.
For single assets, eMaint supports calendar-based or meter-based PMs.
Calendar-based PMs can trigger work orders at fixed intervals or after completing the last work order.
That’s the same workflow as in Fiix and Maintenance Connection.
Source: eMaint
Meter-based PMs, on the other hand, use asset readings like miles, hours, or units produced to determine when maintenance is due.
If you need, you can also set up an asset with multiple meter types, as in the example below:
Source: eMaint
In that case, the system will create a work order for each meter type when their threshold is met.
When managing multiple assets, eMaint allows users to create a single PM schedule for several assets, such as a fleet of vehicles.
Each asset will have its last maintenance date, and work orders are created accordingly.
Additionally, users can set up PM schedules for parent assets, automatically including all child assets in the work order. That is a highly time-saving feature.
eMaint also has the Calendar feature.
With it, you can define and manage time schedules, such as shifts, holidays, and off-seasons, ensuring availability is considered before scheduling tasks.
The calendar integrates with the Scheduler, allowing you to schedule tasks more accurately.
However, note that in the Scheduler, you can only assign PM work orders directly, though all work order types are visible for easy tracking.
Source: eMaint
They are working on updating this feature so all work order types can be scheduled in the Scheduler.
eMaint is also accessible via a mobile app, ensuring technicians and managers can access important information while on the go.
On both Reddit and sites like G2, eMaint is praised for its flexibility and configurability, making it a good fit for various industries and maintenance operations.
Source: Reddit
It also provides extensive training and support resources, helping users onboard quickly and resolve any issues.
However, some users have mentioned that the system can be redundant, with repetitive confirmation steps.
Source: Reddit
Pricing starts at $69 per user per month, with a three-user minimum.
Conclusion
These were the six software with the best maintenance scheduling features available.
While they all provide essential tools like work order management, preventive maintenance scheduling, and automated notifications, each stands out.
WorkTrek, Maintenance Connection, and eMaint shine with their high degree of customization, and UpKeep is ideal for mobile-first teams.
Ultimately, the right choice depends on your organization's specific needs, but these six tools undoubtedly lead the pack when it comes to robust scheduling capabilities for maintenance management.

Operations & Maintenance
Maintenance Technician Job Description
What do maintenance technicians do? They are skilled professionals responsible for maintaining and repairing buildings, equipment, and systems. They are a cog in the wheel that keeps operations running smoothly.
Maintenance technicians are adept in various areas, including electrical systems, plumbing systems, heating and plumbing systems, and mechanical systems.
Their responsibilities encompass performing general maintenance tasks, troubleshooting issues, and implementing preventative maintenance procedures to minimize downtime and ensure optimal performance.
Maintenance Technician Earnings Potential
Maintenance technicians can earn a range of salaries depending on various factors. The industry, company size, and experience level all play a role in determining pay.
Entry-level technicians at smaller companies might start at around $30,000 per year. More experienced professionals at larger organizations can earn up to and above $70,000 annually.
Illustration: WorkTrek / Data: Zippier
Several job websites provide salary information for maintenance technicians:
Indeed reports an average hourly wage of $23.53, about $49,000 annually. They also note the potential for $6,750 in overtime pay.
Salary.com indicates the average maintenance technician salary is $69,554 per year.
ZipRecruiter lists the average hourly rate at $22.47, ranging from $12.98 to $32.45.
Glassdoor suggests entry-level salaries between $29,878 and $60,130, while experienced technicians can make $52,552 to $108,720.
It's important to note that these figures represent averages and ranges. Individual salaries may vary based on specific job requirements, location, and other factors.
Many maintenance technicians have opportunities for overtime work, which can significantly boost their annual income. Some employers also offer bonuses or other incentives.
As the workforce in this field ages, companies may need to find new ways to attract qualified technicians. This could potentially lead to improved compensation packages in the future.
Education and Training Requirements
To become a maintenance technician, one typically needs a high school diploma or equivalent. However, many maintenance technicians pursue further education or training in building maintenance technology, maintenance technology, or related fields.
These programs provide hands-on practice with standard tools and equipment, knowledge of safety procedures, and an understanding of basic electrical and mechanical systems.
Certifications can also enhance a maintenance technician’s qualifications.
Common certifications include:
Certified Maintenance and Reliability Technician (CMRT) and the
Certified Apartment Maintenance Technician (CAMT).
In addition to formal education and certifications, maintenance technicians should possess basic computer skills and be proficient with power tools.
Illustration: WorkTrek / Data: Modern Materials Handling
Technical training and on-the-job experience provide practical knowledge and skills for performing maintenance tasks effectively.
Top States for Maintenance Technician Jobs
Oklahoma: With a median annual salary of $46,180 for mechanics, which is almost $10,000 more than the state's median annual salary, Oklahoma offers excellent compensation. It also has 4.9 mechanic jobs per 1,000, indicating strong employment prospects.
Mississippi: This state has one of the highest employment ratios, with 5.6 out of every 1,000 jobs being for mechanics
New Mexico: Boasting the highest number of mechanic jobs per 1,000 jobs at 6.3, New Mexico offers abundant opportunities
Tennessee: With a median salary of $42,000 for mechanics, which is 11% higher than the state's median average, Tennessee provides competitive compensation and a solid job opportunity ratio of 5.2 per 1,000 jobs
Georgia: Offering a median salary 14% higher than the state's median at $43,750 for mechanics, Georgia also has the sixth-lowest cost of living in the country
Landing Your First Maintenance Technician Position
1) Value Your Everyday Skills
Many people overlook their everyday experiences when job hunting.
Fixing a friend's car, mowing lawns as a teen, or taking high school shop classes all count. These activities show initiative and basic technical know-how.
They prove you can diagnose problems and work with your hands.
Don't be shy about listing these on your resume. Employers often value real-world experience. It shows you're practical and can apply what you've learned.
Even small projects, like replacing a light fixture, demonstrate useful skills.
Remember to ask friends or neighbors you've helped for references. Their feedback can boost your credibility with potential employers.
2) Build Your Professional Network
Networking doesn't have to be scary. It's about making connections and learning from others. Join industry groups to meet people in your field. Here are some options:
International Automotive Technicians Network (iATN)
Business Industrial Network (BIN)
Flight Simulator Engineer and Technician Association (FSETA)
Plumbing Heating Cooling Contractors Association (PHCC)
These groups offer training, resources, and chances to connect with experts.
Illustration: WorkTrek / Data: FinancesOnline
LinkedIn is another great tool for networking. Create a profile and connect with:
People you know
Professionals in your target field
Members of job search groups
Be active on the platform. Share relevant content and engage with others' posts. This helps you stay visible and learn about job openings.
3) Gain Hands-On Experience
Apprenticeships and internships provide real-world training and are great ways to prove your skills and work ethic.
Look for these opportunities on job boards like Indeed or Glassdoor.
Illustration: WorkTrek / Data: Aerotek
Some companies offer entry-level jobs with on-the-job training. These can be just as valuable as formal apprenticeships. They allow you to earn while you learn.
Don't forget to use your network when searching for these positions. Sometimes, personal connections can lead to unexpected opportunities.
Boost Your Technical Knowledge and Basic Computer Skills
Many employers prefer candidates with some formal training. Local technical colleges often offer maintenance technician programs. These can provide:
Hands-on practice with common tools and equipment
Knowledge of safety procedures
Understanding of basic electrical and mechanical systems
Look into financial aid options if cost is a concern. Many schools have grants or scholarships available.
Short-term certification programs are another option. They can help you gain specific skills quickly. Research which certifications are most valued in your area of interest.
5) Ace the Interview Process
A strong resume and cover letter are crucial. They're your first chance to make a good impression.
If you're unsure where to start, consider using a professional resume writing service.
Here are some tips for creating standout application materials:
Highlight relevant skills and experiences
Use clear, concise language
Tailor your resume to each job application
Include measurable achievements when possible
Prepare for common interview questions. Practice your answers to questions like:
What type of maintenance experience do you have?
How do you handle unexpected problems?
Why are you interested in this position?
Research the company before your interview. This shows initiative and genuine interest. Prepare thoughtful questions about the role and the organization.
Illustration: WorkTrek / Data: Children's Wisconsin
During the interview, emphasize your problem-solving skills and eagerness to learn. Many employers value a positive attitude and willingness to grow over extensive experience for entry-level positions.
Remember to follow up after the interview with a thank-you note. This small gesture can set you apart from other candidates.
Following these steps will increase your chances of landing that first maintenance technician job. Stay persistent and keep building your skills.
You can start a rewarding career in this field with dedication and the right approach.
Salary Ranges Based On Industry
1) Water Systems
Professionals in this field maintain and repair plumbing systems. They need state licenses, but no specific training is required. The yearly pay is solid, with a median of $76,159 and the potential to earn up to $96,675.
2) Electrical Systems and Power System Maintenance
These experts keep electrical systems running smoothly. Like plumbers, they need state licenses but no specific training. The pay is similar, with a median of $75,789 yearly and the chance to make up to $96,901.
3) Climate Control System Care
HVAC technicians manage heating, ventilation, and air conditioning systems. They need more training, including a certificate, associate degree, or apprenticeship. EPA licensing is also required. Hourly pay ranges from $23.41 to $31.78.
4) Outdoor Area Management
Groundskeepers tend to outdoor spaces. While on-the-job training is common, many employers prefer some post-secondary education. State licenses are often needed. Hourly wages range from $14.09 to $18.47.
5) Facility and Equipment Maintenance
Building maintenance technicians care for structures and machinery. An associate degree is usually enough to start, but more training can help. Yearly pay ranges from $63,933 to $91,672.
Ongoing education is key in all these fields. It helps technicians stay current with new technologies and can open doors to better jobs. Each area has its own pay scale and training needs. Some require specific licenses, while others value hands-on experience.
Here's a quick comparison of median yearly pay:
FieldMedian Yearly PayWater Systems$76,159Power Systems$75,789Climate Control$48,692Outdoor Areas$29,307Facility Upkeep$63,933
Path to Management
The path from technician to manager varies by field. Some key steps include:
Getting required licenses
Pursuing extra training or degrees
Gaining hands-on experience
Developing leadership skills
Taking on more responsibility over time
Remember, becoming a manager often means less hands-on work and more focus on team leadership, budgeting, and planning. It's a different set of skills, but it can lead to higher pay and more career options.
Job Outlook and Growth Opportunities
The job outlook for maintenance technicians is generally positive, with projected growth in the coming years. According to recent data:
The employment of industrial machinery mechanics, machinery maintenance workers, and millwrights is projected to grow 13% from 2022 to 2032, which is faster than the average for all occupations
For maintenance technicians in general, the job growth rate is projected to be about 8% over the next ten years
The Bureau of Labor Statistics reports that overall employment in installation, maintenance, and repair occupations is expected to grow about as fast as the average for all occupations from 2023 to 2033
Specifically for industrial maintenance technicians, employment is projected to grow 17% from 2023 to 2033
As of May 2023, the median annual wage for installation, maintenance, and repair occupations was $53,920, which was higher than the median annual wage for all occupations of $48,060
For industrial maintenance technicians, the median annual salary was $61,420 in May 2023
The job outlook for maintenance technicians is promising. The Bureau of Labor Statistics predicts a 5% growth in employment opportunities through 2031.
As organizations increasingly rely on automation and technology, the demand for skilled maintenance technicians is expected to rise.
Maintenance technicians can find opportunities in various industries, including maintenance, manufacturing, and construction.
Training
With experience and additional training, maintenance technicians can advance to supervisory or management roles, such as facilities manager or maintenance department supervisor.
These positions offer increased responsibility and higher pay, making them attractive career goals for those in the field.
The growing emphasis on preventative maintenance and the need for efficient, reliable systems ensure that maintenance technicians will continue to be in high demand.
This career path offers stability and the potential for long-term growth, making it an excellent choice for those interested in technical and hands-on work.
Why Choose a Career as a Maintenance Technician?
A career as a maintenance technician offers numerous benefits, including job security, competitive pay, and opportunities for advancement.
Good maintenance technicians are critical in ensuring the safety and efficiency of facilities and equipment, making it a rewarding and challenging career.
Maintenance technicians have the opportunity to work with a variety of systems and equipment, making it a dynamic and engaging field.
They are essential in maintaining the functionality of electrical, plumbing, heating and plumbing, and mechanical systems. This variety keeps the work interesting and allows technicians to develop their skills continually.
Maintenance technicians can enjoy a successful and fulfilling career in this in-demand field with the proper education and training.
Combining practical skills, problem-solving abilities, and the satisfaction of keeping systems running smoothly makes this a gratifying profession.
Maintenance Technician Responsibilities
Maintenance technicians play a crucial role in keeping businesses running smoothly. Without their expertise and hard work, even the most advanced equipment and well-planned maintenance schedules would be useless.
These professionals implement plans and ensure that everything functions as it should.
Maintenance technicians’ daily tasks are vital for business operations. Their maintenance technician work helps prevent costly breakdowns and extends the life of valuable machinery. By performing regular upkeep and addressing issues promptly, they save companies time and money in the long run.
To help maintenance technicians excel in their roles, providing them with the right tools and support is important. This includes:
Implement a CMMS system like WorkTrek to help manage maintenance tasks
Provide thorough training and onboarding programs
Implement transparent processes for completing work on schedule
Provide access to industry best practices and standards
Illustration: WorkTrek / Data: Atlassian
Businesses can empower their maintenance technicians to perform at their best by investing in these areas. This improves the quality of maintenance work and boosts job satisfaction and productivity.
When maintenance technicians have the resources they need, they can:
Respond quickly to urgent issues
Plan and execute preventive maintenance effectively
Communicate clearly with other team members
Keep accurate records of repairs and maintenance activities
Conclusion
In conclusion, a career as a maintenance technician offers a dynamic and rewarding path for those with a knack for hands-on work and problem-solving.
As integral members of maintenance teams, these professionals ensure the smooth functioning of electrical, plumbing, HVAC, and other systems.
With a foundation in a high school diploma and further technical training or certifications, maintenance technicians can enjoy competitive salaries and job security in various industries.
The growing emphasis on preventative maintenance and efficient systems highlights the need for skilled technicians to minimize downtime and promptly address maintenance issues.
This field offers numerous opportunities for advancement, allowing technicians to transition into supervisory roles or specialize in areas like facilities maintenance.
As technology continues to evolve, the demand for proficient maintenance technicians will only increase, making it a promising career choice for those looking to make a tangible impact in their work environment.

Operations & Maintenance
10 Maintenance Industry Trends for 2025
The maintenance industry is undergoing a significant transformation, driven by rapid technological advancements, a growing emphasis on sustainability, and evolving workforce dynamics. This article covers the Top 10 maintenance industry trends for 2025.
These changes are not just about keeping equipment running; they represent a fundamental shift towards strategic asset management and industrial maintenance that optimizes efficiency, reduces costs, and minimizes environmental impact.
As we move into 2025, several key maintenance industry trends are set to redefine the maintenance landscape.
1. Predictive Maintenance and Artificial Intelligence (AI)
In 2025 AI is what every industry is talking about. Large Language Models like ChatGPT are dominating the news cycle. However, these tools are not always valuable for maintenance technicians and managers, but the rise of predictive and preventive maintenance powered by artificial intelligence (AI) is transformative.
What is valuable and one of the most transformative trends is the rise of predictive maintenance and analytics powered by artificial intelligence (AI).
Illustration: WorkTrek / Data: Joseph's sons
The global predictive maintenance market has been experiencing significant growth and is projected to continue expanding in the coming years.
According to a report by IMARC Group, the market size reached USD 12.7 billion in 2024 and is expected to grow to USD 80.6 billion by 2033, exhibiting a compound annual growth rate (CAGR) of 22.8% from 2025 to 2033.
Another analysis by Precedence Research estimates the market size at USD 7.24 billion in 2024, with projections to surpass USD 79.70 billion by 2034, expanding at a CAGR of 27.10% between 2024 and 2034.
So how does it work?
AI-driven systems analyze vast amounts of data to forecast potential equipment failures, enabling maintenance teams to take proactive measures and reduce reactive maintenance.
This is a significant shift from reactive maintenance, where repairs are only initiated after a failure.
AI-driven systems can predict equipment failures and adjust dynamically to changing environmental conditions and usage patterns. This can result in lower maintenance costs.
Virtual simulations create digital environments that mirror real-world assets, providing insights that allow teams to anticipate performance shifts without physical intervention.
Machine learning algorithms improve predictive accuracy by using historical and real-time data to forecast maintenance needs effectively and improve routine maintenance tasks.
AI can analyze real-time IoT data streams, transform maintenance systems into autonomous, self-optimizing solutions, and improve equipment performance.
AI-enabled maintenance scheduling is one emerging technology that allows facilities to plan activities for the least disruptive times, reducing unexpected downtime.
AI-powered predictive maintenance can increase failure prediction accuracy by up to 90% while reducing maintenance costs by up to 12%.
By leveraging AI, maintenance teams can move from reactive to proactive strategies, minimizing downtime, reducing repair costs, and extending the lifespan of critical assets.
2. Sustainability as an Operational Imperative
Sustainability is no longer just a corporate buzzword; it has become a fundamental principle guiding maintenance strategies.
Maintenance equipment manufacturers are increasingly providing eco-friendly solutions that align with sustainability goals. In addition to its environmental impacts, sustainability will reduce costs and increase profits.
Illustration: WorkTrek / Data: Ecologi
In 2025 and beyond, maintenance operations are expected to align more closely with environmental goals. Integrating advanced technologies and sustainable practices will drive much of this alignment.
Companies must implement eco-friendly protocols that reduce waste and emissions and enhance operational efficiency.
Another trend is incorporating renewable energy sources and energy-efficient equipment.
Furthermore, maintenance teams will leverage data analytics to optimize resource utilization, ensuring that every aspect of maintenance operations contributes to a greener and more sustainable future.
By prioritizing environmental objectives, organizations can achieve cost savings, improve their brand reputation, and meet regulatory requirements, all while contributing to a healthier planet.
Circular economy practices are gaining traction, emphasizing repairing and repurposing components to reduce waste.
Carbon-neutral operations are becoming a priority, with organizations using low-emission tools and tracking carbon footprints.
Smart energy management is being integrated into maintenance practices. This includes smart thermostats, smart meters, IoT-based solutions, and energy analytics software, among many others.
Green asset management tools help reduce the environmental impact of assets and operations. Companies see an average of 15% cost savings through energy efficiency improvements.
Sustainable maintenance protocols and eco-friendly technologies reduce environmental impact, lower energy consumption, and reduce waste.
Source: WorkTrek
Focusing on sustainability reduces maintenance operations’ environmental impact, achieves cost savings, and enhances their brand reputation as a responsible organization.
3. AI Agents - The Future
Just like Large Language Models (LLMs) like ChapGPT have dominated the past few years, 2025 will be the birth and growth of AI Agents.
Think of an AI agent as a digital assistant that can understand, learn, and take action to help with specific tasks.
Illustration: WorkTrek / Data: CSDN
Like a human assistant, an AI agent can observe what's happening, make decisions based on what it sees, and take helpful actions.
The key difference is that AI agents can process vast amounts of information faster than humans and work 24/7 without getting tired.
Example of AI Agents for Maintenance Tasks
Imagine you're responsible for maintaining equipment in a manufacturing plant. Here's how an AI agent could help:
Without an AI agent, you might walk around the factory floor every morning, checking each machine, listening for unusual sounds, and looking at maintenance records to decide what needs attention.
You rely on your experience to catch problems, but you can't be everywhere simultaneously, and some issues might slip through.
AI Agents Trained Assistant
With an AI agent, it's like having a highly trained assistant who never sleeps. The agent continuously monitors all your equipment through sensors, collecting data about how each machine is running.
It learns what a "normal" operation looks like and can spot potential problems before they become serious. When it notices something concerning, it can alert you immediately and suggest what might be wrong based on patterns learned from thousands of similar cases.
The real power comes from how AI agents can help in different ways:
Understanding Language: They can read maintenance manuals, work orders, and technical documents, then answer questions in plain English. Instead of digging through hundreds of pages of documentation, you can simply ask, "What's the maintenance procedure for the cooling system?" and get a clear answer.
Making Predictions: By analyzing patterns in data, AI agents can tell you things like, "Based on current performance, this bearing will likely need replacement in about three weeks." This helps you plan maintenance before equipment fails.
Learning and Adapting: AI agents improve as they learn from experience. If they make a prediction that turns out to be wrong, they adjust their understanding, just like humans would learn from mistakes.
Providing Guidance: When working on equipment, an AI agent can guide technicians through repair procedures, showing each step on a mobile device or tablet, almost like having an experienced mentor look over their shoulder.
Source: WorkTrek
However, it's important to understand that AI agents aren't meant to replace human workers. Instead, they're tools that make human workers more effective by handling routine tasks, providing helpful information, and spotting problems that might be missed.
This lets people focus on more complex tasks that require human judgment and creativity.
Think of AI agents as team members who excel at monitoring, analyzing data, and providing information. They work alongside human employees who bring experience, judgment, and problem-solving skills.
Together, they can achieve better results than they could alone.
4. Unified Digital Ecosystems for Collaboration
You cannot run a maintenance organization without coordination among all stakeholders. Many organizations have started implementing digital tools, like CMMS systems, to improve collaboration and data collection.
In 2025, the adoption of digital tools and digital transformation will continue and accelerate. Organizations must depend on unified digital platforms that consolidate maintenance data, communication, and workflows.
Instant data sharing grants teams immediate access to real-time performance metrics and task progress.
Integrated compliance management automates systems to ensure regulations are met effortlessly.
Collaborative dashboards facilitate streamlined decision-making for quick issue resolution.
CMMS (Computerized Maintenance Management Systems), like WorkTrek and EAM (Enterprise Asset Management), are central to this trend. They help organize maintenance and track all activity in one system.
Source: WorkTrek
These platforms also provide increased visibility into completed work, improve maintenance planning, enhance documentation, reduce unplanned downtime, and give maintenance managers increased transparency into asset histories.
These digital ecosystems reduce downtime, boost overall efficiency, and foster a unified approach to asset management by seamlessly connecting various operations.
5. Immersive Maintenance with Augmented Reality (AR) and Virtual Reality (VR)
Many professionals, like fighter jet pilots and NFL football players, have embraced AR and VR technologies.
In 2025, we expect immersive technologies like Augmented Reality (AR) and Virtual Reality (VR) to continue transforming maintenance training and execution.
This can significantly benefit maintenance workers and improve overall operational efficiencies. These technologies provide new ways to interact with equipment and train staff.
AR tools provide on-the-go overlays of equipment schematics, guiding technicians in real-time.
VR simulations immerse maintenance teams in realistic scenarios, enabling skill development without disrupting live operations.
AR-enabled glasses enable interactive diagnostics that highlight issues and suggest solutions on-site.
Scenario-based learning is facilitated by VR modules designed for advanced troubleshooting and emergency response.
Remote collaboration is significantly improved. Maintenance specialists can virtually assist field teams, thus reducing travel and response times.
Virtual technology is becoming a more common method for diagnosing and troubleshooting, allowing offsite personnel a near “hands-on” experience.
AR/VR can also be used to train technicians without the risk of damaging actual equipment.
Source: WorkTrek
These technologies significantly enhance the accuracy and effectiveness of maintenance tasks, making them indispensable in complex and high-stakes environments.
6. Decentralized Maintenance Models
The conventional approach of centralized maintenance teams is anticipated to transition towards more adaptable, decentralized structures by 2025.
A decentralized maintenance model distributes maintenance teams and resources across an organization's areas or departments.
Each team has the authority, expertise, and resources to handle maintenance tasks in their specific area without always needing approval from a central authority. This approach brings several significant advantages:
This evolution is facilitated by IoT monitoring and sophisticated communication tools, enabling remote maintenance and oversight of geographically spread facilities.
This reduces the need for onsite dedicated maintenance technicians and allows for a more distributed model that improves efficiency.
Faster Response Times: When maintenance teams are positioned closer to the equipment they service, they can respond more quickly to problems. Instead of waiting for a central maintenance department to dispatch someone from across the facility, local teams can address issues immediately. This is particularly valuable in large facilities where travel time between locations can be significant.
Better Understanding of Local Needs: Maintenance teams working consistently in the same area develop deep knowledge of their specific equipment and its quirks. They become familiar with the operating conditions, common problems, and the needs of the operators who use the equipment daily. This local expertise often leads to more effective maintenance strategies.
Improved Communication: When maintenance personnel work closely with operations teams in their area, it creates better communication channels. Operators can easily share concerns or observations with maintenance staff they know and see regularly rather than submitting formal requests to a distant central department.
More Efficient Resource Use: Each area can maintain its inventory of commonly needed parts and tools, reducing the time spent retrieving supplies from a central location. Teams can also more effectively schedule maintenance activities around local production schedules.
This approach can lower overhead expenses and boost operational flexibility, enabling organizations to adjust to evolving demands swiftly.
Decentralized maintenance models provide a more agile approach to managing maintenance across multiple locations.
7. Edge Computing
In 2025, edge computing is poised to transform data processing in equipment maintenance processes by decentralizing decision-making.
Think of edge computing as having a mini data center right next to your equipment rather than sending all your data to a far-away computer center.
Illustration: WorkTrek / Data: itweb
Just as you'd want your maintenance technicians close to the machinery they maintain, edge computing puts computing power right where the action happens - at the "edge" of your network, next to your equipment.
Why does it matter for maintenance monitoring?
Your equipment sensors collect data about temperature, vibration, pressure, and other important metrics. This data travels to a central computer system, often in a distant data center or the cloud. The system processes this information and sends back alerts or insights.
This round trip takes time—sometimes just seconds, but those seconds can matter when dealing with critical equipment issues.
Now, here's how edge computing transforms this process. Instead of sending all data to a distant location, edge computing devices process information right next to your equipment. These devices are like small, powerful computers that can instantly analyze data and make decisions. They only send the most essential information to the central system, keeping critical processing local.
Benefits to Maintenance Teams
Real-Time Response: Edge computing can instantly detect and respond to equipment problems. If a machine shows signs of failure, the edge device can trigger an immediate shutdown or alert, potentially preventing severe damage. This is especially crucial in high-speed manufacturing, where even a slight delay could lead to significant problems.
Improved Reliability: Since edge computing doesn't depend on constant internet connectivity, your monitoring systems will continue working even if network connections are interrupted. The edge devices will continue collecting and analyzing data and storing important information until the connection is restored.
Better Data Management: Industrial equipment can generate enormous amounts of data—far more than it is practical to send to a central location. Edge computing lets you process this data locally, sending only the most relevant information to your central systems. For example, it might only transmit data when temperatures exceed normal ranges instead of sending constant temperature readings.
More Sophisticated Analysis: Edge devices can run complex analysis programs that would be impractical to run remotely. For instance, they can analyze real-time vibration patterns to detect subtle changes that might indicate developing problems. This kind of immediate, detailed analysis would be difficult or impossible if the data had to travel to a distant location first.
This trend enhances reliability and agility in maintenance, empowering organizations to address operational hurdles proactively.
8. The Rising Importance of Maintenance Metrics
By 2025, maintenance metrics will continue to play an important role and aid in strategic decision-making. In combination with AI and analytics tools, these metrics will
Maintenance and facility managers and organizations increasingly depend on sophisticated analytics to evaluate and benchmark performance across various dimensions, ensuring ongoing improvement and accountability.
Mean Time to Repair (MTTR) highlights repair efficiency and minimizes equipment downtime.
Asset utilization ratesensure equipment operates at optimal capacity.
Monitoring these metrics in real-time empowers organizations to pinpoint inefficiencies, strategically allocate resources, and align maintenance efforts with overarching business objectives.
Key metrics also include tracking uptime and unplanned asset downtime.
Planned maintenance percentage: is also a key metric, calculated as (planned maintenance hours / total maintenance hours) * 100%.
The focus on metrics shows a move towards data-driven maintenance, where insights are used to improve performance and efficiency.
9. Internet of Things (IoT) Integration
Illustration: WorkTrek / Data: QServices
IoT devices have continued to proliferate in maintenance organizations. In 2025, we expect this trend to continue.
In a traditional maintenance environment, machines operate independently. Each piece of equipment works independently, and we rely on periodic inspections or apparent failures to know when something needs attention. It's like having a group working in separate rooms and unable to communicate.
IoT changes this by giving equipment the ability to communicate. Here's how it works: Small sensors are attached to different parts of your equipment - think of these as the equipment's "senses." These sensors can detect temperature, vibration, pressure, speed, and many other conditions. Each sensor connects to a network, allowing it to share this information with other devices and your maintenance management systems.
All these sensors send their data to a central system, creating a complete picture of how each unit is performing. This brings several powerful benefits:
Continuous Monitoring: Instead of periodic checks, you now have 24/7 awareness of how your equipment is performing. The system can alert you immediately if anything drifts outside normal parameters.
Predictive Maintenance: By collecting and analyzing data over time, IoT systems can learn to predict when equipment is likely to fail. For example, they might notice that a slight increase in vibration often precedes bearing failure, allowing you to replace bearings before they break.
System-Wide Optimization: Because all your equipment is connected, you can see how different components affect each other. For example, you might discover that problems with one air handler are making others work harder to compensate.
Better Decision Making: With detailed data about equipment use, you can make better maintenance scheduling and replacement decisions. You might find that some units need more frequent maintenance while others could go longer between services.
Resource Optimization: IoT can help you optimize resource use by showing when and where maintenance is needed. This prevents over-maintenance (maintaining equipment more often than necessary) and under-maintenance (waiting too long between services).
Looking to the future, IoT continues to evolve with new capabilities:
Self-diagnosing equipment that can identify its problems
Automated maintenance scheduling based on actual equipment condition
Integration with inventory systems to automatically order replacement parts
Mobile apps that give maintenance teams instant access to equipment data
10. Additive Manufacturing
In 2025, additive manufacturing will continue to grow for maintenance teams.
What exactly is additive manufacturing? Think of traditional manufacturing, like carving a sculpture from a block of stone - you start with more material than you need and cut away the excess. Additive manufacturing works oppositely, building objects layer by layer, like stacking bread slices to make a sandwich.
Illustration: WorkTrek / Data: Precedence Research
Impact on Maintenance
This technology is particularly valuable for maintenance teams because it fundamentally changes how we think about spare parts and repairs. Instead of maintaining large inventories of replacement parts or waiting weeks for specialized components to arrive, maintenance teams can often print what they need on demand.
Key Benefits for Maintenance Teams
Reduced Downtime: Instead of waiting days or weeks for replacement parts, many components can be printed within hours. This dramatically reduces equipment downtime and its associated costs.
Cost Effectiveness: While the initial investment in 3D printing equipment can be significant, it often pays for itself by:
Reducing inventory costs: With 3D printing organization, organizations can eliminate shipping expenses for emergency parts. 3D printing also allows the quick production of otherwise expensive custom components
Design Flexibility: Maintenance teams can modify part designs to address recurring failure points and add reinforcement where needed, enabling repairs of parts that might otherwise require complete replacement.
Preservation of Legacy Equipment: Additive manufacturing can be a lifesaver for older equipment where parts are no longer available from manufacturers. Teams can scan existing parts to create digital models and recreate discontinued components.
Looking to the Future
The technology continues to evolve, bringing new capabilities:
Faster printing speeds
More material options
Better surface finishes
Increased precision
The ability to print parts with embedded sensors
Challenges and Opportunities
While these trends offer significant opportunities, there are challenges to overcome. Integrating new technologies into legacy systems requires investment and expertise, and bridging workforce skill gaps requires robust training initiatives.
Cybersecurity remains a key concern as connected systems become more integral. However, these challenges also present opportunities for organizations willing to innovate and adapt to the industry's evolving demands.
Conclusion
The maintenance industry in 2025 and beyond will be defined by technological innovation, sustainability, and a focus on workforce development.
From AI-driven insights to agile frameworks and immersive technologies, the trends transforming maintenance are poised to redefine its influence across various industries.
Companies that adapt to this evolution will enhance their efficiency and dependability and establish themselves as frontrunners in a swiftly progressing operational environment.
Maintenance has evolved beyond ensuring functionality—it is about forging a path toward a resilient, sustainable, and innovative future.

Operations & Maintenance
Best Work Order Tracking Software List
Work order tracking software can streamline your processes, save time, and reduce errors—without being complicated.
These tools are designed to help you manage work orders more efficiently in manufacturing, property management, or any other industry.
Today, we will explore the best work order tracking solutions available.
We’ll cover features, pros and cons, user reviews, and pricing to help you find the right fit for your needs.
WorkTrek
We are starting this list with our CMMS—WorkTrek.
With WorkTrek, you can manage every aspect of maintenance, including work orders, preventive maintenance, asset tracking, and team collaboration, all in one place.
Regarding work order management, WorkTrek helps you follow work orders from start to finish.
The software allows you to:
Create, assign, and schedule work orders to replace messy spreadsheets and paperwork.
Track every detail of your work orders with custom fields, priority settings, and deadlines.
Attach photos, documents, and comments to every work order to clarify instructions or highlight issues.
Here is an overview of all the documents you can attach to work orders:
Source: WorkTrek
You can also assign digital checklists or forms to standardize tasks and automatically generate follow-up orders for flagged inspections or incomplete jobs.
Source: WorkTrek
Additionally, WorkTrek lets you include hazard warnings, safety equipment requirements, and compliance steps in every task.
On the other side, technicians can log their work progress, capture time, and document materials directly through the mobile app.
You can view all work orders in multiple ways:
List view for a clear, detailed breakdown of tasks.
Map view to visualize work orders by location.
Schedule view to track deadlines and plan efficiently.
Below is our schedule view:
Source: WorkTrek
Besides these work order management features, WorkTrek also simplifies communication and collaboration.
For instance, your team can leave comments, tag colleagues, and share updates; even your external contractors can access shared work orders.
With WorkTrek, your clients and employees can quickly submit service requests with a few clicks using our app, a request portal, or other channels.
Source: WorkTrek
This way, you can immediately create work orders, assign them, and prioritize their completion.
Another feature in which WorkTrek shines and stands out from many other software on this list is customization.
For example, you can customize the software to your needs and choose how to track labor, parts, and costs for each work order—either manually or from predefined lists.
Compared to competitors like Fiix, which is more complex and better suited for enterprise-level organizations, WorkTrek is easier to use, more affordable, and more flexible.
Our users recognize all these benefits, too.
They especially like our mobile app for fieldwork and scheduled reporting tools to stay organized.
Source: G2
WorkTrek’s pricing plans, shown below, fit any budget and include options like unlimited guest requests and mobile access.
Source: WorkTrek
If you are ready to see how it works, try it for free or book a free demo with us!
MaintainX
MaintainX is a modern, mobile-first platform that simplifies maintenance, safety, and operations for industrial and frontline teams.
It allows you to create, assign, and monitor work orders, keeping your team aligned and tasks completed on time.
Source: Capterra
Similarly, as in WorkTrek, with MaintainX, you can:
Create detailed work orders with notes, photos, and checklists.
Use pre-filled templates to reduce training time and streamline recurring jobs.
Access real-time updates from your mobile device for better task management.
MaintainX offers several viewing options for work orders:
Table view for bulk sorting and editing.
Workload view to balance team capacity.
Calendar view to plan and schedule tasks.
Split view to see tasks and details side by side.
Below is MaintainX’s calendar view:
Source: MaintainX
Unlike WorkTrek, MaintainX does not support map-based tracking for work orders, which can make location-based task management less efficient.
Similarly, multiple assets cannot be assigned to a single work order, which can lead to duplicated effort for tasks involving several pieces of equipment.
From more advanced features, AI-powered Smart Time Estimates (available in enterprise plans) help you predict how long tasks will take, making scheduling more accurate.
Source: MaintainX
Another handy feature is the ability to record work order notes using voice clips, which are then automatically transcribed by AI.
This adds convenience but is not a replacement for email communication, which some users find limiting.
User feedback highlights its ease of use and strong customer support but notes room for improvement in these areas:
search functionality
automated email updates for work order comments
templates and layout customization
MaintainX offers a free basic plan, while advanced features are available in tiered MaintainX dashboard.
Source: MaintainX
For teams focused on mobile-first simplicity and communication, MaintainX is a strong choice, though it lacks the advanced customization or analytics found in Fiix or Limble CMMS.
Fiix by Rockwell Automation
Fiix by Rockwell Automation is a cloud-based maintenance management solution for companies seeking a comprehensive tool for managing preventive maintenance, work orders, parts inventory, and reporting.
Source: Fiix
Its advanced features, including IoT integration and AI-driven insights, make it an ideal choice for enterprises with complex maintenance needs.
Fiix excels in work order management, allowing you to:
Create, assign, and track an unlimited number of work orders.
Attach images, videos, and instructions for clarity.
To schedule preventive maintenance, use automated triggers based on time, meter readings, or equipment conditions.
Track costs, labor, and parts usage for each task.
Fiix also lets you group tasks, apply them to multiple assets, and automate follow-up activities if inspections fail.
The system supports custom fields, mandatory data inputs, and drag-and-drop scheduling to align with your workflows.
Analytics are a standout feature.
Fiix’s dashboard offers detailed insights, including reports on asset performance and maintenance costs.
Source: G2
You can also use templated or custom reports to optimize thousands of work orders simultaneously, making it easier to spot delays or inefficiencies.
Users appreciate Fiix's reporting and analytics but note that the mobile app lacks some of the web platform's versatility.
Navigating work orders or managing external repairs can also be cumbersome for new users.
Fiix offers a free plan for small teams, while paid plans range from $45 to $75 per monthly user. Enterprise-level pricing is available upon request.
Source: Fiix
For businesses needing advanced features like IoT integration and strong analytics, Fiix provides a solution.
However, if you need a solution with a powerful mobile app, explore other solutions like WorkTrek or UpKeep.
UpKeep
UpKeep is a mobile-first, full-featured CMMS that combines work order tracking, preventive maintenance, inventory management, and analytics.
This tool allows you to easily create, assign, and prioritize work orders from your desktop or mobile device.
https://www.youtube.com/watch?v=qPwYZcFxYDA&feature=youtu.be
Source: UpKeep on YouTube
Other capabilities include:
Filter work orders by technician, location, due date, status, and priority level.
Add attachments like PDFs, photos, or videos to work orders to ensure accuracy.
See work orders in a list or calendar view, like in WorkTrek or MaintainX.
Automatically create work orders and send mobile push notifications to technicians when assigned.
Turn work orders into recurring work orders for PM.
Once preventive maintenance is complete, technicians can swiftly close tasks and log details on the spot or sign off their work.
Desktop users can do the same while also having a good overview of all work orders.
Source: G2
Additionally, you can track wrench time and costs for each work order through a robust analytics module.
The software also streamlines inventory management, automatically deducting used parts from inventory. Therefore, it can also be used to optimize stock levels.
Source: App Store
Users appreciate UpKeep’s user-friendly interface but note occasional bugs and slow performance.
Some also find the pricing high for smaller organizations.
However, its real-time notifications, seamless communication, and mobile optimization make it a preferred choice for teams on the go.
Pricing starts at $20 per user per month for the Lite plan, with more advanced features available in Starter and Professional plans at $45 and $75 per user per month, respectively.
Source: UpKeep
Enterprise-level features require a custom quote.
Maintenance Connection
Maintenance Connection by Accruent is a robust CMMS for enterprises in industries like manufacturing, healthcare, and utilities.
It offers many features, including work order management, labor scheduling, asset tracking, and reporting.
When it comes to work order tracking, with this tool, you can:
Create, view, and update maintenance work orders in real time using its request manager.
Track critical details like service areas, task types, part availability, and order status.
Prioritize work orders and receive status updates via email or text.
In addition to many other features, the mobile version, MC Express, allows field technicians to create, edit, and complete work orders on the go.
https://www.youtube.com/watch?v=Or0ayTczAM4
Source: Accruent on YouTube
They can access manuals, inventory details, and photos directly from their devices, ensuring faster task completion and accurate reporting.
Work order tracking is highly configurable, with fields for costs, scheduling, and multi-department tasks.
Automatic escalation rules ensure timely action on critical tasks, while advanced reporting tools provide insights into inefficiencies and areas for improvement.
Source: Software Advice
Users praise the platform’s extensive feature set and integration capabilities with other Accruent solutions.
The smart reporting tools are a highlight, giving managers at-a-glance insights into labor, work order, and asset performance.
However, some users find the software clunky and report a steep learning curve.
Additional feedback notes challenges with data imports and limited functionality in some modules.
Maintenance Connection is one of the pricier solutions on our list, with costs starting at $1,325 per user annually, plus an additional $700 per user per year for the mobile add-on.
Source: Accruent
However, Maintenance Connection is a powerful, albeit complex, solution for large organizations needing enterprise-level capabilities and cross-department collaboration.
Limble CMMS
Limble CMMS is a maintenance management solution known for its user-friendly interface and robust features.
It offers tools for managing work orders, preventive maintenance, spare parts inventory, and performance analytics.
While Limble provides a wide range of capabilities, its work order tracking features stand out.
With Limble, creating and managing work orders is straightforward.
Work orders can be generated from your dashboard, an asset record, or even directly from a vendor.
Each work order is fully customizable, allowing you to add essential details such as labor, materials, downtime, and attachments like photos or manuals.
Source: Limble CMMS
You can use templates or create new ones tailored to your SOPs for standard tasks.
You can also include checklists to ensure every step of a task is accounted for and completed correctly, which most other software on this list enables, too.
Tracking work orders with Limble is equally effortless.
Users can sort and prioritize work orders by importance, team, location, asset, and other criteria to ensure efficient task completion.
Source: G2
The drag-and-drop calendar makes scheduling simple, allowing quick adjustments to task assignments or deadlines. Notifications keep teams updated on pending tasks.
Limble also includes a self-serve work request portal similar to WorkTrek, making it easy for team members to submit requests remotely.
Source: G2
Preventive maintenance can also be automated, with tasks scheduled based on thresholds or meter readings.
In addition to its work order management, Limble provides advanced analytics to track labor, parts, and costs.
Source: Capterra
These insights are easily shareable through automated reports in Excel or PDF formats.
Users appreciate Limble's intuitive design and functionality, noting its excellent customer support as a key advantage.
However, a big downside of Limble is that all of this works great on a web application. However, users point out some problems when it comes to mobile devices.
For example, some noted that Limble doesn’t have a native mobile app, which limits its functionality.
Source: Reddit
If your team prefers to manage work orders on the go, using tables or smartphones, more mobile-friendly solutions like UpKeep or WorkTrek might be a better choice.
Pricing starts at $28 per user per month for the Standard plan, with higher tiers offering additional features.
Source: Limble
The free option is also available but with limited features.
Limble is another great choice for teams seeking customizable and accessible CMMS with good work order tracking capabilities.
eMaint CMMS by Fluke
eMaint CMMS by Fluke Reliability is a cloud-based maintenance solution combining CMMS, EAM, and IIoT capabilities.
It is ideal for managing multiple sites or assets and connects hardware and software to streamline operations.
eMaint allows multiple assets to be linked to a single work order, simplifying complex tasks involving related equipment.
Source: eMaint
If we compare it with MaintainX, which allows only one asset per work order, eMaint takes the lead.
Parent-child asset hierarchies further streamline task management for interconnected systems.
eMaint also excels in tracking detailed work orders.
From including essential details like equipment history, work type, and priority to details about different cost categories and procedures, this software leaves nothing to chance.
Source: eMaint
Furthermore, scheduling is flexible with a drag-and-drop calendar, and work orders can be triggered automatically based on real-time asset data.
Source: G2
Field teams can use QR code scanning to create work requests instantly, check off tasks on the procedures list, enter measurements, and upload photos or documents as they go.
Source: eMaint
And what do eMaint’s users say?
Mostly, they appreciate eMaint’s extensive customization options, intuitive interface, and responsive customer support.
However, some note challenges with advanced report building and handling large backlogs:
“Building advanced reports in eMaint can be a bit of a challenge for those without JSON coding experience. The ability to close out multiple work orders at once would be a helpful feature, as it would be a major time saver when cleaning up a backlog.”
Pricing starts at $69 per user per month for the Team plan, with additional features available in Pro and Enterprise plans.
Source: eMaint
Note that the work request feature is only available on the Pro plan.
Workyard
Workyard is workforce management software built particularly for construction and field service businesses.
While it’s not as feature-rich as dedicated CMMS tools, Workyard offers a centralized, easy-to-use platform for creating, tracking, and managing work orders.
Work orders in Workyard include essential details like descriptions, assigned personnel, and schedules.
Managers can enhance task clarity with notes, photos, checklists, and attachments.
You can even customize work orders by setting up a geofenced project location, adding a task watcher to oversee its progress, adding a color-coded task label, and creating a work order checklist.
Source: Workyard
Then, each work order can be tagged to a specific project and cost code, enabling businesses to track labor, materials, and costs accurately.
This ensures better customer billing, precise estimates, and improved workflow optimization.
Workyard’s drag-and-drop calendar makes scheduling a breeze.
Source: Workyard
Whether planning a repair, installation, or inspection, managers can create new work orders, reschedule tasks, or assign personnel in seconds.
Routine maintenance tasks can also be automated with recurring schedules.
One standout feature is GPS tracking, which provides real-time visibility of field workers’ locations.
Source: Workyard
This allows dispatchers to assign the nearest available team member, improving response times and efficiency. In this regard, Workyard has functionality similar to WorkTrek.
While Workyard excels in field worker location tracking and time card management, its users report some limitations.
For example, it lacks an internal messaging system, options for workers to accept or reject work orders, and the ability to customize specific status options.
Pricing starts at $6 per user per month, with an additional $50 company base fee for the Starter pack. The Pro pack offers more features at $13 per user per month.
Source: Workyard
If you prioritize location and productivity tracking and don’t need the advanced features offered by other CMMS solutions, Workyard might be a good choice.
Coast
Coast is an all-in-one solution for businesses, offering tools for maintenance management, employee scheduling, task management, checklists, and team communication.
Source: Coast
With features for work order creation and delegation, it’s yet another great choice for managing work orders.
Source: GetApp
The mobile app makes it easy for technicians to access, update, and complete work orders.
Technicians can view and edit work orders in real time, no matter where they are.
Once a task is finished, they can close work orders directly from their mobile device.
As with other tools, you can add files, manuals, pictures, and videos to work orders, helping technicians stay on track with each job.
This system also offers automated reminders to ensure tasks are completed on time.
Source: Coast
Coast also lets you schedule preventive maintenance regularly—daily, weekly, or monthly—to stay ahead of tasks.
Scheduling combined with automated notifications works great, allowing users to streamline their maintenance. That’s why some praise reminders as the best part of the software.
Source: Capterra
Whether in the office or the field, Coast keeps your work orders organized and easy to manage.
In addition, users on platforms like G2 appreciate Coast for its simplicity and affordability compared to other work order tracking software with the same feature set.
However, they also note that the system can be glitchy and that the mobile version is not as easy to navigate as the desktop one.
Regarding pricing, Coast offers a free plan with additional features in the Starter and Pro plans.
For example, the Pro plan includes more views, like calendar and expanded views, along with all the Starter plan features.
Source: Coast
In our opinion, Coast could work for small to medium-sized teams that need streamlined communication, task tracking, and work order management.
It focuses on collaboration and communication but may not have the advanced capabilities of other systems like Fiix, Limble, or WorkTrek. Being an older platform, it also might be harder to implement than newer solutions like WorkTrek.
Conclusion
The nine software solutions we covered today are not identical.
Some are CMMS, others are workforce management tools, and some stand out with advanced features like AI capabilities or IoT integrations.
That said, all of them offer built-in work order tracking capabilities.
The key is identifying what you need to track with your work orders, how much customization you require, and which additional features matter most to you.
Once you answer these questions, you can choose the software that best fits your needs.
If you’re considering improving your work order tracking, now is the perfect time to start!
Use the table below for a quick overview of all the tools we covered in the article.
ToolWork Order ComplexityOverviewWorkTrekAdvancedCustomizable fields and robust tracking for detailed work orders.MaintainXIntermediateSimple, mobile-friendly tracking with real-time updates.FiixAdvancedDetailed work orders with IoT and analytics integration.UpKeepIntermediateUser-friendly tracking, less advanced than Fiix or Maintenance Connection.Maintenance ConnectionAdvancedHighly configurable with cross-department and cost tracking.Limble CMMSAdvancedCustomizable and user-friendly for detailed tracking.eMaint CMMSAdvancedMulti-asset work orders and granular tracking.WorkyardBasicFocused on cost and productivity rather than detailed work orders.CoastBasicSimple work order fields, prioritizing communication over detail.

Operations & Maintenance
7 Types of Reactive Maintenance
In a perfect world, all maintenance would be planned, scheduled, and executed proactively to eliminate equipment downtime and operational disruptions. In this ultimate guide, we'll explore the seven main categories of reactive maintenance in-depth.
We would love to live in a reality where every potential failure is predicted and prevented, every asset hums along at peak performance, and maintenance is a smooth, orderly process from start to finish.
However, in practice, the unexpected tends to happen. Equipment can break down without warning, even with the most robust predictive and preventive maintenance programs.
Parts wear out, equipment breaks, accidents occur, and the unforeseen rears its head. When things go wrong, reactive maintenance is how we respond and restore normal operations.
While proactive maintenance strategies are certainly preferable for critical assets, reactive maintenance strategies will always be necessary for a balanced reliability and maintenance program.
The key is understanding the various types of reactive maintenance and knowing when and how to deploy the right approach for maximum effectiveness.
In this comprehensive guide, we'll explore the eight main categories of reactive maintenance in depth:
Breakdown maintenance
Corrective maintenance
Emergency maintenance
Deferred maintenance
Run-to-failure maintenance
Crisis maintenance
Opportunistic reactive maintenance
We'll provide a clear definition for each type, explain how it works with real-world examples, discuss the benefits and drawbacks, and provide guidance on when to apply.
Let's dive in, starting with the most basic type of reactive work: breakdown maintenance.
1. Breakdown Maintenance
The first approach is Breakdown Maintenance. Also called run-to-failure maintenance, breakdown maintenance is the most straightforward type of reactive maintenance.
As the name implies, it involves deliberately letting equipment run until it completely breaks down and then repairing or replacing it.
While this reduces short-term repair costs, it can increase unpredictable equipment failures.
How does breakdown maintenance work?
With a breakdown maintenance approach, assets are intentionally operated until they fail. No preventive or predictive actions are taken to maintain the equipment's condition.
Any corrective action is finally taken when the asset physically breaks down to the point that it can no longer function as intended.
This may sound like negligence or poor planning at first.
Still, in certain situations, breakdown maintenance is a deliberate, rational decision to forego any preventive or predictive work on a low-criticality asset and run it to failure before repairing or replacing it.
When to apply breakdown maintenance
Breakdown maintenance is typically used for non-critical assets where a failure does not significantly impact operations, worker safety, product quality, or the environment.
It's best suited for equipment that meets one or more of the following criteria:
Redundant assets: When multiple identical assets exist, one can take over if another fails.
Replaceable assets: Equipment that is quick, easy, and inexpensive to replace upon failure.
Low-cost assets: When the repair or replacement costs are low compared to the cost of preventive maintenance over time.
Non-essential assets: Failure does not halt production or impact safety or quality.
Some examples of appropriate breakdown maintenance include basic light fixtures in a storage room, redundant pumps in a non-critical fluid transfer system, or a single desktop computer in an administrative office.
In each case, a failure, while inconvenient, does not interrupt core operations.
Backup options are available, and repair/replacement is straightforward.
Investing heavily in preventing these low-impact failures would likely not be worth the costs.
Advantages of breakdown maintenance
Source: WorkTrek
Minimal planning and labor hours are required upfront
No investment in the asset until failure occurs
Makes economic sense for low-priority, low-cost assets
Easy for the team to understand and implement
Disadvantages of breakdown maintenance
Increased risk of sudden, unplanned downtime
Failures can be catastrophic and more expensive to fix
Budget and resource needs become unpredictable
Can lead to a shorter overall asset lifetime
Potential safety, environmental, and quality risks
So, in summary, breakdown maintenance can be a valid and economical approach in particular scenarios for non-critical assets.
However, relying solely on breakdown maintenance would be irresponsible and risky for any asset important to production, safety, or the environment.
2. Corrective Maintenance
The second reactive maintenance approach is corrective maintenance.
Corrective maintenance goes a step further than basic breakdown maintenance.
It also involves repairing failed equipment but with the critical additional goals of identifying the root causes of the failure and making corrective changes to operating practices or equipment to prevent the problem from recurring.
Illustration: WorkTrek / Data: Camcode
How does corrective maintenance work?
Corrective maintenance starts similarly to breakdown maintenance—an asset is run until it fails, then repaired to working condition.
However, what sets corrective maintenance apart is the additional focus on systematically determining why the failure occurred and then taking targeted steps to prevent it from happening again.
After repairing the failed equipment, maintenance technicians will thoroughly analyze the asset to identify all the factors contributing to the breakdown.
They look beyond the superficial symptoms to uncover the root cause - not just the immediate technical cause of the failure but the underlying weaknesses in equipment, processes, or practices that allowed it to happen.
For example, suppose a critical pump failed because the impeller experienced severe cavitation damage.
Examples of Corrective Maintenance
While breakdown maintenance might repair or replace the impeller itself, corrective maintenance digs deeper to find out why the cavitation occurred in the first place:
Were the impeller or pump housing made from the wrong material?
Was the pump being operated outside its designated flow range?
Were there insufficient net positive suction head (NPSH) margins?
Was the fluid contaminated with abrasive particulates?
Were there errors in the pump's installation or alignment?
By asking these types of probing questions and tracing the failure back to its source, maintenance personnel can then make corrective changes to prevent the cavitation from damaging the impeller again, such as:
Upgrading the impeller material
Adjusting the operating flow rates
Increasing suction piping diameter to improve NPSH
Installing suction strainers to remove contaminants
Realigning shafts and improving installation practices
This systematic problem-solving process is the essence of corrective maintenance - not just fixing failures but understanding and eliminating their causes to improve overall reliability and performance.
When to apply Corrective Maintenance
Corrective maintenance is appropriate when breakdowns have occurred, and you want to prevent them from reoccurring.
It's especially applicable for high-impact failures that have already happened multiple times.
At a certain point, repeatedly fixing the same problem over and over becomes more expensive and disruptive than simply investing the time to investigate and resolve the underlying root causes permanently.
The frequency and costs of breakdowns exceed the costs of corrective action.
Corrective maintenance is also beneficial when similar failure patterns emerge in groups of identical or related assets.
Suppose an entire fleet of vehicles is experiencing the same chronic breakdowns. In that case, corrective maintenance can help identify design flaws, improper usage practices, or maintenance shortcomings that can be addressed across the whole fleet simultaneously.
Advantages of corrective maintenance:
Aims to address and eliminate the root causes of problems, not just symptoms
Reduces reactive maintenance needs and repeat failures over time
Provides opportunities to upgrade and optimize assets
Builds organizational knowledge about failure modes and effects
Extends asset lifespans and improves overall system reliability
Disadvantages of corrective maintenance:
Requires more time, skill, and resources than basic breakdown repairs
Depends on knowledgeable technicians experienced in root cause analysis
May involve extensive troubleshooting, analysis, and testing
Often necessitates temporary production disruptions to complete
Might require acquiring spare parts and materials not kept on hand
Differences to Breakdown Maintenance
Corrective maintenance is much more comprehensive and improvement-focused than simple breakdown maintenance.
When done effectively, it can lead to significant, systemic performance enhancements that reduce total maintenance costs and downtime over the long run.
However, it does require a larger upfront investment and capability than just fixing the immediate problems.
3. Emergency Maintenance
The third and most urgent type of reactive maintenance is emergency maintenance.
As the name suggests, it deals with the most pressing, critical, and potentially dangerous failures that require immediate action.
How emergency maintenance works
Emergency maintenance is all about speed. When a severe failure occurs, the overriding priorities are to minimize damage, protect human safety, and restore normal operations as quickly as possible.
Source: WorkTrek
Repairs are made rapidly, sometimes even hastily, to get the failed equipment up and running again above all else.
Until the emergency is stabilized, more complete repairs and proper troubleshooting of the underlying causes are deferred.
The focus is on applying quick fixes to stop the metaphorical bleeding and keep things moving in the short term.
Examples of Emergency Maintenance
Source: WorkTrek
For example, imagine a water treatment plant experiencing a catastrophic failure of a large pump, with water flooding the pump room.
In this case, emergency maintenance would involve quickly turning off the flow, fixing the pump seals with temporary gaskets or coatings, and restarting the pump to keep the water supply flowing—even if the pump is due for scheduled preventive maintenance.
The chief concern is protecting public health by preventing water supply interruption.
Only after the immediate risk has passed would the maintenance team perform a full root cause assessment, replace the temporary repairs with proper parts, and complete all the deferred preventive maintenance work.
When to apply emergency maintenance
Emergency maintenance should be reserved for only the most severe, pressing failures that significantly threaten operations, worker or public safety, the environment, or compliance with laws and regulations.
Some real-world scenarios where emergency maintenance would be warranted include:
A burst pipe flooding a critical work area
An electrical equipment fire in a chemical processing facility
A severed underground power cable disrupts electricity
Failure of a single custom asset that halts the entire production line
A cracked storage tank leaking poisonous or explosive substances
Source: WorkTrek
Suppose breakdowns involve imminent risks to employee safety, completely halt manufacturing, threaten to cause environmental contamination, or rapidly lead to extensive secondary property damage. In that case, emergency maintenance is the appropriate course of action.
It's not for minor inconveniences but for genuinely serious and urgent malfunctions.
Advantages of emergency maintenance
Minimizes the impact and duration of critical asset failures
Contains and controls the extreme consequences of failures
Prioritizes speed to protect company output and reputation
Useful for rapidly satisfying legal/regulatory requirements
Prevents major damage to indispensable assets and infrastructure
Disadvantages of emergency maintenance
Rushed repairs are often temporary stopgap measures
Maintenance personnel may take unsafe shortcuts under pressure
Typically, it costs more due to overtime labor, expedited parts fees, etc.
Lack of proper planning increases the odds of mistakes and rework
Causes incredible stress and strain on the maintenance team
Can potentially cause further damage if not done carefully
Emergency maintenance is the most chaotic, stressful, and error-prone reactive maintenance work. The combination of intense time pressure, high stakes, and limited resources make doing the job properly an incredible challenge.
But it is the only option in bona fide emergency scenarios — it takes absolute priority over all other planned maintenance activities.
Of course, the more an organization can prevent failures from escalating into full-blown emergencies, the better.
4. Deferred Maintenance
The fourth type of reactive maintenance is deferred maintenance.
Deferred maintenance postpones maintenance activities, usually due to limited resources or other priorities taking precedence.
How deferred maintenance works
With deferred maintenance, needed inspections or scheduled routines identify maintenance work, but the repairs are deliberately delayed rather than acted on immediately.
The maintenance tasks get added to a backlog, so I will return to complete them later.
Let's consider an example scenario to make deferred maintenance more concrete:
During a routine maintenance inspection on an air compressor, technicians notice that the intake filter housing is cracked.
It doesn't appear to affect performance adversely, but it must be replaced soon.
However, the maintenance team is understaffed and lacks spare filter housing.
They determine that the risk of failure is low in the short term and deliberate, deferring the filter housing repair until additional personnel can be hired and the part procured. The filter housing replacement is added to the deferred maintenance backlog.
This example shows how deferred maintenance allows organizations to consciously prioritize and schedule maintenance tasks over a longer time horizon based on risk, resources, and goals.
Quote: WorkTrek / Quote: AkitaBox
When to apply deferred maintenance: Deferred maintenance is appropriate for lower-risk maintenance needs that don't require immediate attention to prevent serious consequences.
It's typically used for:
Lower-criticality assets that have remaining useful life
Maintenance needs that are not safety-critical
Repairs that can be safely postponed with low-risk
Work that can be combined with future scheduled maintenance
Tasks where labor, parts, or funds are temporarily unavailable
Examples of deferred maintenance
Touching up paint on the exterior of a building
Replacing worn but still functional flooring in an office lobby
Upgrading aging but not unsafe electrical wiring
The key is honestly and accurately assessing the risks of deferral. Just because equipment is still running doesn't mean putting off maintenance is wise.
Any deferral decision needs to account for failure probabilities, safety, and the consequences of breakdown. Deferral is for lower-risk maintenance only.
Advantages of deferred maintenance
Better utilizes limited maintenance resources and budgets
Allows bundling of maintenance tasks for efficiency
Accommodates labor, material, and funding availabilities
Enables maintenance planning on longer time scales
Avoids over-maintaining assets with a significant remaining life
Disadvantages of deferred maintenance
Increases the risk of unexpected failures and downtime
Can raise costs if small problems cause larger damage
Deferred tasks often become more complex over time
Creates a maintenance backlog that must be managed
May negatively impact asset performance and longevity
Can create safety risks if deferrals are not managed properly
Ultimately, the judicious use of deferred maintenance is about balancing costs, risks, and limited maintenance capacities.
There will always be more maintenance needs than time and resources to address them. The key is prioritizing intelligently based on criticality and managing the deferred backlog carefully so problems don't snowball out of control.
Like the other reactive maintenance types, deferred maintenance is another useful but limited tool that needs to be applied with skill, knowledge, and discretion as part of a larger maintenance strategy.
5. Run-to-Failure Maintenance
The fifth type of reactive maintenance is Run-to-failure maintenance.
The intentional maintenance strategy allows selected equipment to operate until it breaks down completely without any preventive or predictive maintenance interventions.
Despite its name, run-to-failure is not a haphazard approach but a conscious decision to forgo maintenance investments in an asset.
How run-to-failure maintenance works
Source: WorkTrek
In a run-to-failure approach, assets are deliberately chosen to receive no proactive maintenance throughout their service life.
The organization makes an informed decision that it is more economical to react to failures as they occur rather than invest in preventing or predicting failures for these specific assets.
This doesn't mean that run-to-failure assets are ignored or that failures are a surprise. The key distinction is that run-to-failure is applied selectively and intentionally to assets that meet certain criteria.
The assets receive close monitoring and are allowed to run until clear signs of impending failure are detected, at which point they are shut down and repaired or replaced.
Industry Examples
Illustration: WorkTrek / Data: lessen
Imagine a manufacturing facility with two identical air compressors supplying instrument air, each sized to meet full plant demand.
The plant managers do a financial analysis comparing the costs to maintain the compressors proactively to the costs and risks associated with a run-to-failure approach.
They determined that since each compressor can handle 100% of the load, an unplanned failure of one compressor will not impact production as long as the repair turnaround is relatively quick.
Based on the compressors' historically low failure rates and known wear-out mechanisms, they decide that a run-to-failure strategy makes financial sense compared to investing in preventive overhauls.
Don't just set it and forget it.
However, it's important to note that this is not a "set it and forget it" approach. The team still routinely monitors the compressors' performance, tracking pressure, temperature, vibration, and efficiency.
As soon as any of these parameters exceeds preset thresholds, indicating the end of life is near, the plant will proactively take the unit offline for replacement before catastrophic failure.
In summary, run-to-failure doesn't mean abandoning the assets entirely; instead, it means consciously choosing to forego maintenance until clear signs of impending breakdown are observed through condition monitoring.
The goal is to maximize the asset's useful life while avoiding premature or unnecessary maintenance spending.
When to apply run-to-failure maintenance
Run-to-failure is typically reserved for highly reliable, non-critical assets that are easy to replace or repair upon failure.
Some key criteria for potential run-to-failure candidates include:
Equipment has long mean-time-between-failures (MTBF) intervals
Failure modes are well-understood and relatively predictable
Redundant units are available to carry the load during repairs
Spares can be obtained quickly and inexpensively upon failure
Assets can be replaced more economically than repaired
Equipment has a random failure pattern not impacted by aging
Failures do not pose any safety, environmental or quality risks
Some common examples of assets that are frequently managed with a run-to-failure approach:
Lightbulbs or small electric motors for non-critical equipment
Computer peripherals like keyboards, mice, and speakers
HVAC units for employee break rooms or administrative areas
Redundant pumps or fans in utility systems with extra capacity
Vehicle tires that are replaced upon reaching tread wear limits
Advantages of run-to-failure maintenance:
Can significantly reduce maintenance costs for high-reliability assets
Eliminates risk of infant mortality from unnecessary PM activities
Allows assets to be used for their full-service life before replacement
Easy to understand and doesn't require detailed planning or scheduling
Works well for assets with random failure patterns if spares are available
Disadvantages of run-to-failure maintenance:
Not suitable for critical assets where failure would be very costly or unsafe
Requires keeping ample spare parts and replacement assets in inventory
Can be difficult to manage if too many assets are put into run-to-failure mode
Relies heavily on condition monitoring to detect impending failures in time
Could lead to a large number of obsolete or unrepairable assets piling up
When appropriately applied to the right types of assets, run-to-failure maintenance can be a cost-effective strategy for managing reliability while avoiding over-maintenance.
How to Apply Run-To-Failure Maintenance?
However, it must be applied selectively based on a thorough analysis of failure modes, effects, and asset criticality.
For most plant assets, some combination of preventive and predictive maintenance will usually be more appropriate than a pure run-to-failure approach.
But run-to-failure can be a valuable part of an overall maintenance program for that subset of assets where the cost-risk-benefit calculation makes sense.
6. Crisis Maintenance
The sixth type of reactive maintenance is crisis maintenance.
Crisis maintenance is the most urgent and extreme type of reactive maintenance.
It occurs when an unexpected, severe, and time-critical failure causes or threatens to cause major operational, safety, environmental, or financial impacts.
In a crisis maintenance scenario, the singular top priority is to restore the failed asset to the minimum required functionality as quickly as possible to avert catastrophe.
How crisis maintenance works
Crisis maintenance is a rapid-response, all-hands-on-deck emergency. When a crisis failure occurs, everything else takes a backseat to the overriding objectives of:
Protecting human health and safety
Preventing or containing environmental damage
Minimizing operational downtime and disruption
Avoiding regulatory non-compliance and legal liability
Maintenance teams abandoned all other planned work and rushed to implement temporary repairs and workarounds to stabilize the situation.
They focus on doing the minimum necessary to get the asset back up and running quickly.
Examples of Crisis Maintenance
For example, imagine a ruptured high-pressure gas pipeline at a petroleum refinery. A crisis maintenance response would involve:
Immediately shutting off the flow and isolating the ruptured section
Containing and cleaning up any spills or releases
Welding a temporary patch over the rupture
Re-routing flow to bypass the damaged section if possible
Conducting a safety assessment and restarting the pipeline at reduced capacity
Source: WorkTrek
In this case, the patch job is likely not a permanent fix, but it allows operations to resume in a controlled manner until a full repair can be completed. The key is speed over perfection - doing what it takes to control the immediate crisis.
Forensic analysis determines the root causes of failure, and robust permanent repairs are deferred until after the crisis has subsided. Preventing catastrophic impacts is the only concern in the heat of the moment.
When to initiate crisis maintenance
Crisis maintenance is triggered only by severe failures that threaten people, the environment, or business viability and requires immediate intervention. Scenarios that warrant a crisis response include:
Fires, explosions, or toxic releases from process equipment
Structural collapses of buildings, tanks, or critical infrastructure
Major spills of hazardous chemicals or petroleum products
Ruptures of high-pressure vessels, piping, or storage tanks
Complete power outages or electrical system failures
The common thread is that these failures extend beyond the asset itself and threaten to rapidly spiral into much greater human, environmental, or operational catastrophes if not controlled quickly. They often involve potential off-site impacts and regulatory or legal consequences.
Advantages of crisis maintenance:
Rapidly contains and controls impacts of extreme asset failures
Prioritizes speed to reduce operational disruption and financial losses
Protects human health, safety and the environment from harm
Minimizes physical damage to plant assets and infrastructure
Ensures compliance with legal requirements and avoids penalties
Disadvantages of crisis maintenance:
Reactive repairs are rushed and often temporary "band-aid" solutions
Deferred root cause analysis allows underlying problems to persist
The maintenance team faces intense time pressure and mental stress
Costs are high due to unplanned downtime, overtime, and emergency rates
Hasty work may not comply with procedures and introduce errors and rework
Assets may be more prone to recurring failures or a shorter lifespan afterward
Crisis maintenance, by definition, is an all-out, no-holds-barred firefighting response to an extreme event.
There is no time for careful planning, preparation, and procedure-following for normal maintenance. Expediency and triage are the driving factors.
So, while a crisis maintenance response is essential when true emergencies occur, it's not a desirable mode of operation.
It can be very stressful and cost-intensive, and it can also damage asset health. The ultimate goal of a robust, proactive maintenance program is to prevent crises.
7. Opportunistic Reactive Maintenance
The seventh type of reactive maintenance is opportunistic reactive maintenance.
Opportunistic reactive maintenance is a clever strategy that takes advantage of unplanned downtime or maintenance on one asset to proactively perform maintenance on other assets that are also down or accessible.
It's a way to take advantage of an unexpected opportunity to complete other needed maintenance work with minimal additional disruption.
Illustration: WorkTrek / Quote: DNV
How opportunistic reactive maintenance works: The key idea behind opportunistic maintenance is that when a piece of equipment unexpectedly fails or is down for repairs, there is often a ripple effect on other related or nearby equipment.
This unplanned downtime can present a golden opportunity to perform proactive maintenance on those other assets without further affecting production.
How to apply opportunistic reactive maintenance
Let's walk through an example to illustrate how opportunistic reactive maintenance is applied:
Imagine a critical conveyor belt in a manufacturing plant unexpectedly breaking down, forcing the entire production line to be halted for repairs. The maintenance team must reactively replace the damaged belt and rollers, which will take an estimated 12 hours.
The maintenance planner recognizes an opportunity during this 12-hour window while production stops.
The conveyor's failure has made several upstream and downstream assets that are usually difficult to access while running (like the pallet wrappers, case erectors, and labelers) much more available.
The planner quickly generates a list of all the PM tasks and repairs due on those adjacent assets within the next month, such as replacing worn parts, calibrating sensors, and deep cleaning.
A crew is promptly assigned to complete all that soon-coming maintenance while the conveyor is being fixed.
As a result, the plant can complete a substantial amount of additional proactive maintenance during unplanned downtime in addition to the reactive conveyor repairs.
Yes, the conveyor breakdown still disrupted production, but at least the plant could take full advantage of the downtime and "make lemonade out of lemons."
This is the essence of opportunistic maintenance—being ready to mobilize and capitalize on unexpected maintenance opportunities to get ahead of the PM curve. It requires a maintenance team to be agile, well-planned, and always looking for opportunities to piggyback proactive work onto reactive repairs.
Some other prime opportunities for opportunistic maintenance include:
When a machine is down for scheduled PMs or upgrades, perform the same work on identical stand-by machines while idle.
If a roof is already being repaired, use the scaffolding and crew to inspect and proactively repair adjacent roof areas, drains, and gutters.
Conduct thorough cleaning, adjustments, and inspections on hard-to-access systems and components during a planned plant shutdown.
When executed correctly, opportunistic maintenance helps organizations perform more proactive work with less overall impact on production schedules.
It's a way to turn unavoidable reactive downtime into productive, value-adding maintenance time.
When to apply Opportunistic Maintenance?
Opportunistic maintenance can be applied whenever an asset is unexpectedly down for reactive repairs or when planned downtime on an asset also makes other related assets available for work. Ideal criteria for opportunistic maintenance include:
A key asset failure causes other equipment to be idled
The failure makes hard-to-access areas or components reachable
Repairs are expected to take long enough to get other work done
Qualified personnel are available to perform the extra work
Spare parts and tools for the other work are on hand and ready
Opportunities align with high-priority PMs or repairs on critical assets
The additional work scope won't negatively impact production
Some other factors that help organizations take advantage of opportunistic maintenance:
Having a proactive mindset and always looking for hidden opportunities
Maintaining detailed equipment histories and failure data for reference
Keeping PM task lists and spare part requirements up to date and available
Using a master maintenance schedule to prioritize and coordinate all work
Empowering maintenance crews to act on opportunities while following standardized decision criteria flexibly
Tracking opportunistic maintenance savings and benefits to reinforce the practice
Advantages of opportunistic maintenance:
Reduces overall planned downtime by piggybacking PMs into unplanned repairs
Provides access to equipment that is usually difficult, dangerous or disruptive to maintain while running
Allows more of the "little things" to get done that often get deferred
Boosts proactive maintenance completion rates and schedule compliance
Increases productivity of maintenance crews by reducing travel and setup time
Promotes a more flexible and opportunity-driven maintenance culture
Disadvantages of opportunistic maintenance:
Requires careful coordination to avoid conflicts between reactive and proactive work
May extend the duration of unplanned outages if not managed properly
Can cause labor and spare parts shortages if opportunities are not well-forecasted
Increases risk of errors if proper procedures are not followed in the rush to get extra work done
May incentivize deferring proactive maintenance in hopes of "catching it" later opportunistically
The Upside of Emergency Maintenance
Ultimately, opportunistic maintenance is a strategy to help organizations make the best of a bad situation when unplanned downtime occurs.
By being prepared to take advantage of unexpected opportunities to complete other needed maintenance, companies can increase their proactive maintenance efficiency without adding to their schedule or budget.
However, opportunistic maintenance must be applied thoughtfully and systematically to avoid causing more problems than it solves. It requires a high degree of planning, communication, and coordination to ensure that the additional work is truly opportunistic and not disruptive.
It's also important that opportunistic maintenance does not become an excuse for deferring critical PMs or planning work.
Scheduled maintenance is still the most effective overall strategy—opportunistic maintenance should be the exception, supplementing, not replacing, a robust PM program.
When applied correctly in the right situations, opportunistic maintenance is a valuable addition to the maintenance mix that can help counteract the negative impacts of reactive repairs.
Making the most of every minute of downtime allows organizations to reduce their proactive maintenance backlogs and drive their assets to ever-higher reliability levels.
Closing Thoughts
To summarize, a complete maintenance strategy cannot consist of only planned and scheduled maintenance.
Reactive maintenance will always play a significant role in reliability and asset management. While it shouldn't be the default approach, understanding and preparing for different reactive maintenance situations is a core competency.
With a comprehensive maintenance program encompassing proactive and reactive best practices, you'll be well on your way to optimizing your physical assets' performance, reliability, and longevity throughout their lifecycle.
The need for unplanned reactive work will never be eliminated. Still, you can take those unavoidable failures and breakdowns in stride and use them as opportunities to strengthen your asset management program.

Operations & Maintenance
6 Ways Work Order Tracking Saves You Money
Key Takeaways:
The average cost of equipment downtime stands at $125,000 per hour.
Automated work order tracking can minimize breakdowns and extend asset lifespan.
It also streamlines inventory management, ensuring critical parts are always in stock.
If you’re managing maintenance at a manufacturing facility, you’re likely issuing work orders nonstop.
And you know how easily a missed, late, or misunderstood work order can spiral into costly downtime, production delays, and unexpected expenses.
But what if you could prevent that?
Using a specialized application to track work orders keeps your maintenance team organized, speeds up response times, and ensures nothing slips through the cracks.
In this article, we’ll explore six ways work order tracking helps you cut costs and keep your facility running smoothly.
1. Minimizes Equipment Downtime
Keeping unplanned equipment breakdowns and the resulting downtime to a minimum is the holy grail of effective facility maintenance.
To achieve this, manufacturing businesses implement various practices, from conducting preventive maintenance and regular inspections to prioritizing emergency repairs.
That’s understandable since unplanned downtime is expensive, both in terms of lost productivity and increased repair costs.
A 2023 survey of 3,215 plant maintenance leaders around the globe showed that unexpected equipment failures, on average, cost companies $125,000 per hour.
The same survey indicated that more than two-thirds of companies experience unplanned outages at least once a month.
You can see the breakdown of downtime frequency below.
Illustration: WorkTrek / Data: ABB
These high costs and frequent failures underline the need for a more efficient way to manage maintenance than with error-prone and time-consuming paper-based work orders and spreadsheets.
Enter a Computerized Maintenance Management System (CMMS) that, among other things, digitizes and streamlines the work order tracking process.
Such systems enable you to easily create, schedule, assign, and prioritize work orders, significantly contributing to faster issue responses and resolutions.
For instance, a cloud-based CMMS allows employees to quickly report equipment issues and request repairs through various channels, such as a mobile app, QR codes, or web portals.
Source: WorkTrek
Once reported, the issue is immediately visible in the system, and the ensuing work order can be prioritized over less urgent tasks, thus minimizing downtime.
The digital work order tracking systems offer automated notifications and real-time emergency and regular maintenance updates.
This helps prevent miscommunication and ensures no task is overlooked.
Additionally, a CMMS gives technicians access to detailed maintenance histories and digital checklists, ensuring they have all the necessary information to perform repairs quickly.
Source: WorkTrek
Digital work order management significantly accelerates response times, helping your company reduce downtime during critical operations. This leads to shorter disruptions and lowers associated costs.
2. Extends Asset Lifespan
Building on minimized downtime, another way work order tracking saves money is by extending the lifespan of assets.
A mobile CMMS enables you to automate preventive maintenance tasks, ensuring that routine inspections, servicing, and part replacements are completed on schedule.
Regular and proactive maintenance prevents excessive wear and tear, significantly lowering the risk of premature equipment failure.
For example, a manufacturing facility can use a CMMS to automatically schedule monthly lubrication for conveyor belts, preventing breakdowns and extending their operational life.
However, while scheduling preventive maintenance seems straightforward, research shows it remains a major challenge for many facilities.
Illustration: WorkTrek / Data: Plant Engineering
A CMMS directly addresses this challenge by automating maintenance schedules and sending timely reminders for upcoming tasks.
This ensures that preventive maintenance is never overlooked, reducing the likelihood of equipment failure due to missed inspections or delayed servicing.
The ultimate result is an extended asset lifespan.
Moreover, since CMMS stores detailed maintenance records, maintenance managers can make informed decisions based on past repairs, part replacements, and service intervals.
This historical data helps them optimize maintenance strategies and prevents unnecessary strain on equipment, further prolonging their lifespans.
Source: WorkTrek
What’s more, easy access to maintenance history and repair logs enables technicians to more accurately diagnose the issue and perform targeted repairs.
This also prevents small equipment issues from escalating into major failures that could shorten an asset’s lifespan.
By combining automated scheduling, detailed maintenance records, and easy access to essential resources, work order tracking ensures smooth preventive maintenance.
This proactive approach not only maximizes equipment longevity but also delivers long-term cost savings and greater operational reliability.
3. Optimizes Resource Allocation
With downtime under control and assets lasting longer, you can shift focus to using resources—materials and labor—more efficiently.
Work order tracking systems help prevent overstocking and underutilizing critical resources like spare parts and other inventory.
Why is this important?
Because efficient resource management is essential for maintaining smooth operations and controlling costs.
Without proper tracking, you risk overstocking inventory—or worse, lacking essential parts when equipment fails.
This imbalance can result in wasted spending and costly production delays.
Jeff Shiver, CEO of People and Processes Inc., a consulting firm specializing in maintenance and reliability best practices, highlights how missing key spare parts contributes to downtime.
Illustration: WorkTrek / Quote: Plant Services
Given the significant percentage of downtime caused by a lack of inventory, it is crucial to be able to quickly review stock levels and their locations.
Beyond tracking work orders, a CMMS maintains accurate records of inventory and integrates these records with maintenance schedules.
Source: WorkTrek
You can easily view the quantities of spare parts and materials in stock, as well as their locations and associated costs.
Source: WorkTrek
Additionally, most CMMS solutions allow you to set minimum stock levels for critical parts and materials, sending automatic alerts when inventory falls below these defined thresholds.
Source: WorkTrek
A CMMS can typically be integrated with your warehouse management system, ensuring seamless synchronization between maintenance and inventory operations.
This integration ensures that spare parts and materials are ordered only when needed, helping to avoid unnecessary overstocking and reducing inventory carrying costs.
Overall, work order tracking systems optimize resource allocation by aligning work tasks and inventory with maintenance needs.
Ultimately, this ensures your technicians always have the right tools, parts, and materials available at the right time, resulting in time and cost savings.
4. Reduces Labor Costs
Labor costs make up a significant portion of operational expenses in maintenance-heavy industries.
These are the things that can quickly drive these costs even higher:
Overtime
Duplicated efforts
Inefficient task management
excessive administrative work
Work order tracking through a CMMS directly addresses all of these challenges.
For starters, inefficiency is eliminated by automating task scheduling and assignment.
Facility managers can easily prioritize maintenance tasks and assign them based on each technician’s availability, skill set, and workload.
When doing so, they don’t need to dig through paperwork or spreadsheets to see which technicians are available but can instantly do so on any internet-connected device.
Once assigned, the responsible technician, the work order status, and its planned execution are all clearly visible in one centralized system.
Source: WorkTrek
This streamlined scheduling prevents bottlenecks and eliminates the risk of assigning the same task to multiple workers, reducing duplicated efforts and wasted labor hours.
It also ensures tasks are evenly distributed and completed on time, minimizing the need for costly overtime.
After task completion, you can review technician performance and task progress, which can help identify areas for future improvement.
Beyond task management, digitized work order tracking significantly reduces administrative labor.
Traditional paper-based systems and spreadsheets demand hours of manual data entry, status updates, and reporting.
In contrast, a CMMS automates these processes, keeping task data organized and easily accessible for real-time review.
Source: WorkTrek
Such dashboards accelerate workflows and allow administrative staff to focus on more productive, value-adding tasks.
Additionally, mobile CMMS access allows technicians to instantly receive work orders, update task statuses, and access critical repair information without returning to a central office.
This reduces downtime between tasks, minimizes travel time between locations (if applicable), and maximizes time spent on actual maintenance work.
In summary, work order tracking reduces labor costs by streamlining task management, optimizing workforce allocation, and eliminating unnecessary administrative tasks.
5. Improves Decision-Making with Data-Backed Insights
In industrial maintenance, effective decision-making relies on having accurate, up-to-date information.
Work order tracking systems provide managers with valuable historical data on costs, task completion times, recurring equipment issues, and more.
This gives managers a clear view of operations, allowing them to:
pinpoint inefficiencies,
uncover cost-saving opportunities, and
address the root causes of frequent breakdowns.
Another handy feature is the ability to generate pre-built, customizable reports that enable managers to quickly analyze maintenance performance without manual data gathering.
Source: WorkTrek
In addition to pre-built, easily generated reports, the system allows you to schedule reports to be delivered to key stakeholders at specified times.
Likewise, data export options in various formats, such as Excel or PDF, make it easier to share and review data across departments.
These features improve transparency and ensure that everyone involved in maintenance operations is aligned and informed.
Ultimately, this translates into faster, more accurate decision-making.
Beyond reporting, you can leverage interactive dashboards to consolidate real-time data and obtain a clear, visual overview of critical maintenance operations.
For instance, you can monitor key performance indicators (KPIs) like equipment downtime, maintenance costs, and task completion rates.
Source: WorkTrek
This KPI visibility supports proactive maintenance planning and resource allocation, facilitating further cost savings and quality improvements.
You can also leverage these KPIs to evaluate your organization’s maintenance performance compared to competitors and industry standards.
Moreover, role-specific dashboards and data access authorizations ensure that relevant information is accessible to the right team members while protecting sensitive data.
Given all the above, the work order tracking system’s features clearly enable you to extract the insights you need to make more data-driven, better-informed maintenance decisions.
6. Prevents Billing Errors
Accurate work order tracking is essential for maintaining financial precision by preventing duplicate payments, overcharges, and missed invoices.
This accuracy is crucial for internal accounting and managing outsourced maintenance work.
Of course, when they occur, billing errors can adversely impact your company’s bottom line.
However, a cloud-based work order tracking app like our WorkTrek ensures that every work order and its associated costs are thoroughly documented and accounted for.
Several key features support billing accuracy, beginning with time and progress tracking.
Source: WorkTrek
You can confirm that labor costs accurately reflect the work performed by continuously monitoring tasks and recording the time spent on each.
Field technicians can easily clock in and out using the WorkTrek app, which enables the automatic and precise logging of work hours.
Additionally, they can log detailed activity records and track the time spent on individual tasks, providing full transparency into labor and project costs.
Source: WorkTrek
These digital work logs can also be used to attach photos and documents to provide context, as well as to highlight important issues.
Additionally, the same work log can be leveraged for seamless expense tracking.
Source: WorkTrek
Expectedly, recording all work-related costs directly at the source where all other relevant details are available further enhances billing accuracy.
This approach eliminates guesswork, prevents misallocated expenses, and streamlines cost allocation across departments, projects, or clients.
Managers can easily review and approve work orders while being aware of all expenses upfront before authorizing payments.
This process ensures that only verified work and approved expenses are billed.
Additionally, both managers and technicians can sign or request digital signatures for completed tasks and other approvals.
Source: WorkTrek
Combined with a user-friendly and intuitive interface, all these features empower you to streamline work order and expense tracking processes, increasing their accuracy.
As a result, you can enhance process transparency, minimize billing errors, and protect your bottom line.
Conclusion
Effective and accurate work order tracking offers numerous cost-saving benefits, from reduced downtime and extended lifespan to data-driven decisions and minimized billing errors.
As explained, these savings can be achieved by using maintenance management software.
Such tools streamline workflows, improve real-time communication, and ensure accurate data capture throughout the work order process.
With the right solution, your team can operate more efficiently, reduce operational costs, and maintain better control over maintenance activities, ultimately boosting profitability.
WorkTrek can transform your work order tracking. Try it for free today and see how.

Operations & Maintenance
10 Disadvantages of Reactive Maintenance
When it comes to maintaining industrial equipment and facilities, reactive maintenance - fixing things only after they break - might seem like a cost-effective approach at first glance. This article covers the top 10 disadvantages of reactive maintenance and how it affects your organization.
However, this strategy is often a costly gamble in the long run. As industries become increasingly automated and equipment more sophisticated, the drawbacks of reactive maintenance become more pronounced and financially impactful.
Let’s explore the significant disadvantages of reactive maintenance and understand why proactive strategies are essential in today’s industrial landscape.
1. Unpredictable Downtime from Reactive Maintenance Disrupts Operations
The most immediate and disruptive impact of reactive maintenance is unexpected equipment failure. Emergency maintenance is a reactive and urgent form of maintenance that occurs when critical equipment fails unexpectedly, posing a safety hazard or halting production.
When a critical machine suddenly stops working, production grinds to a halt without warning, creating a cascade of operational challenges.
Consider a manufacturing plant where a key assembly line component fails during peak production hours.
This halts the entire production process and creates a ripple effect through the supply chain. Workers stand idle, delivery schedules are delayed, and customer satisfaction suffers.
Unlike planned maintenance shutdowns, unexpected failures provide no opportunity to prepare alternative production plans or notify stakeholders. The true cost of this downtime extends far beyond the immediate production loss.
Illustration: WorkTrek / Data: output.industries
When orders are delayed, customer relationships may be damaged, potentially leading to lost future business opportunities.
Employee morale can suffer from the stress of constant crisis management, and the company’s reputation for reliability may be tarnished.
In today’s just-in-time manufacturing environment, even a fewhours of unexpected downtime can have consequences that reverberate for weeks or months.
2. Higher Costs from Emergency Repairs
Emergency repairs almost always cost more than scheduled maintenance, especially when following a breakdown maintenance strategy, where equipment is repaired only after failure.
The premium paid for urgent service can be substantial. When equipment fails suddenly, organizations often need to pay premium rates for rush delivery of replacement parts and emergency service calls.
Technicians might need to work overtime or during holidays, incurring additional labor costs that can be two to four times the standard rate.
For example, if an HVAC system fails during a summer heatwave, the urgency to restore cooling means paying whatever it takes to get it fixed immediately.
The financial impact goes beyond just the immediate repair costs. Rush orders for parts often come with premium shipping charges, and the urgency may force companies to purchase from non-preferred suppliers at higher prices.
Illustration: WorkTrek / Data: PowerhouseDynamics
Temporary repairs might also be made to get the equipment running quickly, necessitating a more thorough repair later—effectively paying twice for the same problem.
These emergencies typically cost three to four times more than the repairs performed during regular business hours with properly scheduled maintenance.
3. Shortened Equipment Lifespan
Equipment that only receives attention when it breaks down tends to have a significantly shorter operational life, leading to more frequent capital expenditure on replacements.
Corrective maintenance, on the other hand, addresses system malfunctions proactively before they escalate into complete breakdowns.
Illustration: WorkTrek / Data: Brady
Without regular maintenance, small issues compound over time, creating additional stress on components and accelerating wear.
A simple example is a bearing that runs without proper lubrication.
What could have been prevented with routine greasing eventually led to a catastrophic failure that damaged multiple connected components.
The cumulative effect of neglect can be particularly severe in complex systems where components interact.
A minor misalignment in one part can create a vibration that damages the system’s bearings, seals, and other components.
Illustration: WorkTrek / Data: FMX
Over time, this cascade of wear leads to premature failure of the entire unit. Studies have shown that equipment maintained only reactively may have reduced helpful life by 30-40% compared to properly maintained equipment.
This premature equipment failure means more frequent replacement of expensive capital assets, dramatically increasing long-term costs and reducing return on investment.
4. Increased Safety Risks
Reactive maintenance creates dangerous working conditions that put both operators and maintenance personnel at risk.
Reactive maintenance means addressing equipment failures as they occur without prior planning or scheduling, allowing for immediate response to unexpected issues.
Equipment that hasn’t been properly maintained is more likely to fail catastrophically, potentially injuring workers or creating hazardous situations.
For instance, a poorly maintained pressure vessel might develop microscopic cracks that go unnoticed until failure occurs, potentially releasing hazardous materials or causing explosion risks.
Illustration: WorkTrek / Data: DuraPlas
Regular inspections and preventive maintenance would catch these issues before they become safety hazards.
The safety implications extend beyond the immediate risk of equipment failure. Due to time pressure, maintenance personnel working under emergency conditions tend to take shortcuts or make mistakes.
They may not have proper safety equipment readily available or might skip important safety procedures in the rush to restore operation.
This creates a dangerous cycle where emergency repairs increase the likelihood of accidents, which can lead to more emergencies.
The potential costs of worker compensation claims, regulatory fines, and legal liability can be enormous.
5. Lower Production Quality
Equipment operating in a deteriorated state often produces lower-quality output before complete failure occurs, leading to waste, rework, and customer dissatisfaction.
This highlights the disadvantages of reactive maintenance, as relying solely on this strategy can result in serious business implications and financial costs associated with unplanned repairs and operational downtime.
In precision manufacturing, worn tools or misaligned equipment can create subtle defects that might not be immediately apparent but lead to customer complaints and rejected products.
Illustration: WorkTrek / Data: gecko
This degradation in quality can damage brand reputation and lead to lost business opportunities, creating costs that far exceed the price of regular maintenance.
Quality issues may start subtly and worsen over time, making them insidious. For example, a packaging machine with worn sealing elements might produce packages that appear acceptable but have compromised barrier properties, leading to reduced product shelf life.
When these issues are discovered, large quantities of substandard products may have already been shipped to customers.
The cost of recalls, returns, and damaged customer relationships can be astronomical compared to the cost of regular maintenance that would have prevented the problem.
6. Inefficient Resource Allocation
The reactive maintenance approach makes it nearly impossible to allocate maintenance resources efficiently, leading to higher labor costs and reduced maintenance effectiveness.
Maintenance teams must constantly shift priorities to address the latest emergency, leaving less urgent but still important tasks unfinished.
Source: WorkTrek
This creates a perpetual crisis management cycle where technicians can never get ahead of problems, leading to burnout and reduced job satisfaction.
Parts inventory management becomes particularly challenging under a reactive maintenance regime.
Organizations must either tie up significant capital in extensive spare parts inventories to handle any possible failure or risk extended downtime waiting for parts to arrive.
Neither option is financially optimal. The challenge is further complicated because emergency repairs often require expedited shipping and non-standard procurement procedures, which add administrative overhead and increase costs.
7. Higher Energy Consumption
Equipment that isn't correctly maintained typically consumes more energy, leading to higher operational costs and increased environmental impact.
A simple example is an air compressor with a small air leak. If left unaddressed, the compressor must work harder continuously to maintain pressure, wasting electricity.
Similarly, poorly maintained HVAC systems, production machinery, and vehicles consume excess energy when operating below optimal efficiency.
The impact of increased energy consumption can be substantial.
Studies have shown that well-maintained equipment can use 15-20% less energy than equipment operating in a deteriorated state.
8. Loss of Data and Learning Opportunities
Perhaps the most overlooked disadvantage of reactive maintenance is the lost opportunity to gather valuable equipment performance data that could prevent future failures and optimize operations.
When maintenance is only performed after failure, organizations miss the chance to track deterioration patterns and identify early warning signs that could prevent future failures.
This data could be used to optimize maintenance schedules, predict equipment lifetime, and make informed decisions about equipment replacement.
Modern predictive maintenance techniques rely heavily on historical performance data to identify patterns and predict potential failures before they occur.
Organizations never develop this valuable database of equipment behavior and maintenance history in a reactive maintenance mode.
This prevents them from benefiting from advanced analytics and artificial intelligence tools that could help optimize their maintenance operations and reduce costs.
9. Interference with Planned Maintenance
Reactive maintenance can significantly interfere with planned maintenance activities, causing a ripple effect that disrupts the entire maintenance schedule.
When emergency repairs take priority, planned maintenance tasks are often pushed back or canceled, leading to a backlog of essential maintenance work.
This creates a maintenance death spiral, where reactive maintenance consumes all available resources, leaving no time for proactive maintenance tasks.
Imagine a scenario where a facility has scheduled routine maintenance for its HVAC system. Suddenly, a critical piece of machinery breaks down, requiring immediate attention.
The maintenance team must drop everything to address the emergency repair, which is delaying the planned HVAC maintenance.
Illustration: WorkTrek / Data: Camcode
As more unplanned repairs arise, the backlog grows, and the team becomes trapped in a cycle of constant crisis management.
This reactive maintenance approach disrupts the maintenance schedule and prevents the team from performing necessary preventive and predictive maintenance.
Over time, this leads to more frequent equipment failures and higher overall maintenance costs. Organizations can break free from this cycle by prioritizing proactive maintenance strategies and ensuring that all maintenance tasks are completed efficiently and on schedule.
10. Lack of Root Cause Analysis
One significant drawback of reactive maintenance is its tendency to focus on fixing the symptoms rather than addressing the root cause of the problem.
When equipment fails, the immediate goal is to get it back up and running as quickly as possible. However, this approach often leads to repeated repairs, as the underlying issue remains unresolved.
For example, if a motor frequently overheats and fails, a reactive maintenance strategy might involve simply replacing the motor each time it breaks down.
Illustration: WorkTrek / Quote: Harvard Business School Online
Without investigating why the motor is overheating, the problem will likely recur, leading to ongoing equipment failures and increased maintenance costs.
In contrast, a proactive maintenance strategy would involve conducting a thorough root cause analysis to identify and address the underlying issue, such as inadequate ventilation or an electrical fault.
By neglecting root cause analysis, organizations miss the opportunity to implement long-term solutions that prevent future failures.
This increases the frequency of emergency repairs and reduces overall equipment reliability and efficiency.
Embracing a proactive maintenance approach that includes root cause analysis can help organizations identify and resolve issues at their source, leading to more stable and cost-effective operations.
Conclusion: Embracing a New Maintenance Paradigm
The evidence against reactive maintenance is compelling and multifaceted. From unpredictable downtime and escalating repair costs to shortened equipment lifespans and increased safety risks, the "fix it when it breaks" approach proves counterproductive in modern industrial settings.
Organizations clinging to reactive maintenance strategies often find themselves trapped in a costly cycle of emergency repairs, quality issues, and inefficient resource allocation, ultimately undermining their competitive position.
Illustration: WorkTrek / Quote: Coast
The path forward is embracing proactive maintenance strategies that leverage preventive scheduling and condition-based monitoring.
While the transition requires initial planning, training, and technology investment, the long-term benefits outweigh these upfront costs.
Organizations that successfully make this shift typically experience improved equipment reliability, enhanced safety conditions, better energy efficiency, and, ultimately, stronger bottom-line results.

Operations & Maintenance
Condition-Based Maintenance vs Time-Based Maintenance
https://www.goodfirms.co/software/worktrekMaintenance strategies keep equipment running smoothly and efficiently. Two common approaches are condition-based maintenance (CBM) and time-based maintenance (TBM).
These methods differ in deciding when to perform maintenance tasks and schedule maintenance.
Condition-based maintenance relies on collecting data from machinery to determine maintenance needs, while time-based maintenance follows a fixed schedule. CBM uses tools like sensors and analytics to predict when equipment might fail.
Source: WorkTrek
TBM, on the other hand, sticks to set intervals for maintenance work.
Both strategies aim to prevent breakdowns and extend equipment life. The choice between CBM and TBM depends on factors like the type of machinery, available resources, and business goals.
Understanding these approaches can help companies make smart decisions about their maintenance plans.
Key Takeaways
CBM uses real-time data to predict maintenance needs, while TBM follows a set schedule
Choosing between CBM and TBM depends on equipment type, resources, and company goals.
Both strategies aim to prevent breakdowns and improve equipment lifespan
Understanding Maintenance
Maintenance strategies have evolved to improve equipment reliability and reduce costs. Key terms help explain different approaches to keeping assets running smoothly.
Evolution of Maintenance Strategies
Maintenance has come a long way from simple reactive repairs. Early strategies focused on fixing things only after they broke down. This often led to unexpected downtime and high costs.
Illustration: WorkTrek / Data: Flyability
As industries grew more complex, preventive maintenance emerged.
Companies started doing regular upkeep based on time or usage. This helped avoid some breakdowns but wasn't always efficient.
Condition-based maintenance marked a significant shift.
It uses real-time data to predict when equipment needs attention. This approach saves money by only doing maintenance when truly needed.
Illustration: WorkTrek / Data: Comparesoft
Today, many businesses use a mix of strategies. They combine time-based checks with data-driven decisions.
This balanced method aims for maximum uptime at the lowest cost.
Key Maintenance Terms Explained
Reactive Maintenance: Fixing equipment after it fails. It's simple but can be costly and disruptive.
Preventive Maintenance: Regular, scheduled upkeep to prevent failures. It can include:
Cleaning
Lubrication
Part replacements
Predictive Maintenance: Using data to forecast when maintenance is needed. It often involves:
Sensors
Analytics software
Machine learning algorithms
Sensor data
Historical data
Illustration: WorkTrek / Data: Arshon Technology
Condition-Based Maintenance: A type of predictive maintenance that monitors equipment health in real-time.
Proactive Maintenance: Identifying and fixing the root causes of equipment problems to prevent future issues.
Maintenance Concept Development: Creating a tailored mix of strategies for an organization's specific needs.
Condition-Based Maintenance
Condition-based maintenance (CBM) uses real-time data to determine when equipment needs service. It relies on monitoring tools, smart sensors, and analytics to predict failures before they happen.
Principles of CBM
CBM focuses on the actual condition of equipment rather than fixed maintenance schedules.
It uses sensors and monitoring devices to track key parameters like vibration, temperature, and oil quality. These tools collect data continuously to spot early signs of wear or failure.
Like modern cars that use sensors to inform drivers of maintenance activities or routine maintenance events, CBM uses sensors in equipment to provide this information.
Analytics plays a big role in CBM. Advanced software analyzes the data to identify trends and predict when maintenance is needed.
This helps teams plan repairs quickly, avoiding unnecessary work and unexpected breakdowns.
CBM also considers asset criticality. Critical equipment gets more attention and resources to stay in top shape.
Advantages of CBM
CBM can greatly improve equipment availability. Fixing issues early reduces the risk of sudden failures that can shut down operations.
It often lowers maintenance costs over time. Teams only do work when truly needed, saving on labor and parts.
A condition-based maintenance program helps extend the life of the equipment.
Catching problems early prevents small issues from causing major damage. You don't want to wait until machines break before taking action.
It gives maintenance teams better insights. They can see how equipment performs over time and make smarter decisions about repairs and replacements.
Empowering the maintenance team with essential skills and knowledge is crucial for identifying potential issues and contributing to the overall success of the TBM program.
Challenges and Considerations
Setting up CBM requires an upfront investment. Companies need to buy sensors, monitoring tools, and software.
Training is is another important factor. Staff must learn to use new tools and interpret data correctly.
Data quality is key. Faulty sensors or incorrect analysis can lead to bad decisions.
Not all equipment benefits equally from CBM.
Simple machines or those with unpredictable failure patterns may not be good candidates.
CBM systems can generate a lot of data. Teams need a plan and have the skills to manage and use this information effectively.
Types of Condition-Based Maintenance Monitoring Techniques
Source: WorkTrek
Vibration Analysis
Vibration analysis is a powerful condition-based maintenance monitoring technique that measures the vibration levels of machinery to detect wear or breakdown. This method is particularly effective for monitoring the health of rotating equipment, such as pumps, motors, and gearboxes.
By analyzing vibration patterns, maintenance teams can identify potential issues before they escalate into significant problems, reducing downtime and maintenance costs.
This proactive approach ensures that maintenance activities are performed only when necessary, optimizing resource allocation and extending the lifespan of critical equipment.
Thermal Imaging
Thermal imaging is a non-invasive condition-based maintenance monitoring technique that utilizes infrared cameras to detect temperature changes in equipment.
This method is widely used to monitor electrical systems, mechanical equipment, and buildings. Maintenance teams can identify potential issues such as overheating, electrical faults, and insulation problems by capturing and analyzing thermal images.
This early detection helps reduce the risk of equipment failure and enhances overall system reliability.
Thermal imaging is essential in a condition-based maintenance strategy. It provides valuable insights without requiring direct contact with the equipment.
Oil Analysis
Oil analysis is a condition-based maintenance monitoring technique that involves examining the condition of lubricating oils to detect wear or contamination.
This technique is commonly applied to monitor the health of engines, gearboxes, and hydraulic systems.
Illustration: WorkTrek / Data: Arshon Technology
Maintenance teams can identify potential issues such as wear, corrosion, and contamination by analyzing oil samples.
This proactive approach helps reduce the risk of equipment failure and improve overall system reliability.
Oil analysis is critical to condition-based maintenance, ensuring machinery operates efficiently and effectively.
Time-Based Maintenance
Time-based maintenance (TBM) is another common strategy for keeping equipment running smoothly. It relies on set schedules for maintenance tasks and aims to prevent breakdowns before they happen.
Basics of TBM
TBM follows a fixed maintenance work schedule.
Tasks are completed at set times, regardless of the equipment's condition. For example, an oil change might be performed every three months.
TBM is a type of preventive maintenance. It assumes parts will wear out at predictable times. The goal is to replace or fix things before they fail.
Key features of TBM:
Regular inspections
Scheduled part replacements
Planned downtime for maintenance
Fixed time intervals for repairs
Predictable schedule
TBM works well for equipment with known failure rates. It's often used in factories and for vehicle upkeep.
Benefits and Limitations
TBM offers several advantages:
Easy to plan and budget
It helps prevent unexpected breakdowns
Can extend equipment life
Follows manufacturer recommendations
But it also has drawbacks:
May lead to unnecessary work
Doesn't account for actual equipment condition
Can miss problems that occur between scheduled maintenance
TBM can be less efficient than other methods.
It might replace parts that are still good. This can increase costs over time.
For some equipment, TBM is the best choice. It works well for simple machines with clear wear patterns, but other methods might work better for complex systems.
Predictive Maintenance
Definition and Explanation
Illustration: WorkTrek / Data: McKinsey & Company
Predictive maintenance is a proactive maintenance strategy that leverages advanced data analysis techniques and predictive models to estimate when maintenance should be performed.
This approach involves analyzing historical maintenance data, equipment performance data, and other relevant information to predict when equipment will fail or require maintenance.
By adopting predictive maintenance, organizations can significantly reduce maintenance costs, enhance equipment reliability, and boost overall productivity.
Machine Learning Algorithms
Predictive maintenance employs advanced technologies such as machine learning, artificial intelligence, and IoT sensors to collect and analyze data from equipment and systems.
This data then creates predictive models to forecast equipment failure or performance degradation. These models allow maintenance teams to schedule maintenance activities in advance, reducing downtime and improving overall system reliability.
Predictive maintenance is particularly beneficial for critical or complex equipment, where downtime can have significant consequences.
Minimize Risk
By implementing predictive maintenance, organizations can minimize the risk of equipment failure, improve equipment performance, and increase overall productivity.
Additionally, predictive maintenance helps organizations avoid unnecessary maintenance, lower associated costs, and enhance the overall efficiency of their maintenance operations.
Predictive maintenance is a key component of a proactive maintenance strategy and can be used in conjunction with other maintenance approaches, such as preventive maintenance and condition-based maintenance.
By integrating predictive maintenance into their strategy, organizations can optimize maintenance operations, reduce costs, and achieve higher productivity.
Economic Implications
Maintenance strategies have big effects on costs and profits.
Choosing between condition- and time-based approaches impact budgets, equipment life, and overall financial health.
Cost Analysis
Time-based maintenance often leads to higher short-term costs. It requires regular part replacements and labor, even when the equipment works fine. This can waste money on unneeded upkeep.
Condition-based maintenance uses sensors and data to spot problems early. It cuts costs by fixing issues before they get worse. CBM also reduces downtime, which saves money.
CBM tends to be cheaper over time because it helps keep equipment running longer and reduces after-hours calls and overtime pay.
It extends equipment life and prevents major breakdowns, lowering replacement and repair costs in the long run.
Cost-Benefit Considerations
Companies must weigh the costs and benefits of each approach. Time-based maintenance is simpler to plan and budget for and works well for less critical or lower-value assets.
CBM requires more upfront investment in sensors and software but often pays off for high-value or critical equipment. It helps avoid costly failures and unplanned downtime.
Asset criticality plays a big role in this choice. Critical equipment failures can cause huge losses, so the extra cost of CBM is often worth it for these assets.
Maintenance optimization is key. The best strategy often mixes both approaches based on equipment type, value, and importance.
Cost of Equipment Downtime
Industry-Specific Costs
Automotive: Unplanned downtime costs an average of $22,000 per minute, with some companies reporting up to $50,000 per minute.
Oil and Gas: Producers suffer 32 hours of unplanned downtime monthly, costing $220,000 per hour or $84 million per facility annually
FMCG & CPG: Manufacturers lose 25 hours monthly, costing $23,600 per hour
Mining and Heavy Industry: Companies lose 23 hours monthly, at $187,500 per hour
Technological Advancements
Technology has transformed maintenance practices.
New tools allow better equipment monitoring and data analysis, improving companies' asset maintenance.
Integration of Condition Monitoring
Condition monitoring tools have become more sophisticated. Vibration analysis and thermography help detect issues early, and IoT sensors now continuously track equipment status.
These devices collect vast amounts of data, which advanced analytics processes. This helps predict failures before they happen.
Maintenance teams can now make decisions based on real-time data. They no longer rely solely on fixed schedules. This approach often prevents unnecessary downtime.
OEM and Industry Innovation
Original equipment manufacturers (OEMs) play a key role in maintenance innovation. They develop new sensors and monitoring systems for their products.
Digital BOP Assurance is an example of offshore drilling. It improves maintenance for blowout preventers.
Industry collaborations also drive progress. Companies share data and best practices, speeding up the development of new maintenance concepts.
Prognostics is an emerging field that combines condition monitoring with predictive analytics to help estimate equipment's remaining useful life.
Computer Maintenance Management System to the rescue
Computerized Maintenance Management Systems (CMMS) like WorkTrek play a pivotal role in effectively managing both condition-based maintenance (CBM) and time-based maintenance (TBM) strategies.
For CBM, CMMS integrates seamlessly with condition monitoring tools and sensors to gather real-time data on equipment performance.
This data is then analyzed to predict potential failures, enabling maintenance teams to perform maintenance tasks only when necessary.
On the other hand, CMMS is equally valuable for TBM because it automates the scheduling of routine maintenance tasks at predetermined intervals.
Illustration: WorkTrek / Data: IBM
It ensures that maintenance activities are carried out consistently and by manufacturer recommendations, preventing unexpected breakdowns and maintaining equipment reliability.
CMMS provides maintenance managers with a centralized platform to track historical maintenance data, manage maintenance schedules, and monitor equipment conditions, thus facilitating informed decision-making.
Moreover, CMMS enhances communication within maintenance teams and across departments by providing real-time updates on maintenance work and equipment status.
This integration of CBM and TBM within a CMMS framework leads to a more efficient and effective maintenance strategy, ultimately improving operational efficiency and reducing downtime.
Strategic Maintenance Decision-Making
Choosing the right maintenance approach impacts equipment reliability and operational efficiency.
Companies must weigh the benefits and drawbacks of different strategies to optimize their maintenance programs.
Balancing CBM and TBM
So how do you balance condition-based maintenance (CBM) with time-based maintenance (TBM)?
CBM uses real-time data to predict when maintenance is needed. Meanwhile, TBM follows a fixed schedule regardless of equipment condition.
CBM can be more efficient as it prevents unnecessary maintenance.
It often leads to higher equipment availability and lower costs.
On the other hand, TBM is simpler to implement and works well for equipment with predictable wear patterns.
Many companies use a mix of both approaches. Critical equipment may use CBM, while less vital assets follow TBM schedules.
This balanced approach helps optimize resource allocation and minimize downtime.
Adapting to Organizational Needs
Effective maintenance programs adapt to an organization's specific needs.
Factors to consider include:
Budget constraints
Available technology
Staff expertise
Equipment criticality
Regulatory requirements
Small companies with limited resources may prefer TBM because of its simplicity. Meanwhile, large industrial facilities often invest in CBM systems for their critical assets.
Regular review of maintenance strategies is critical.
As technology advances and business needs change, companies should adjust their approach. This might mean gradually shifting from TBM to CBM or finding new ways to combine both methods.
Future of Maintenance
New technologies and approaches to maintenance are rapidly evolving. These advances aim to make equipment upkeep more efficient, cost-effective, and sustainable.
Predictive Trends and Prognostics
Illustration: WorkTrek / Data: MaintainX
Predictive maintenance is transforming how companies care for their assets. It uses data from sensors and analytics to forecast when equipment might fail, allowing fixes before breakdowns happen.
Machine learning helps spot patterns in equipment data. These patterns can show early signs of problems, allowing technicians to plan repairs at the best time.
Prognostics take this further. They estimate how much life is left in a part.
This helps companies get the most use out of components without risking failure.
Analytics plays a key role in these advances.
It turns raw data into useful insights, which guide maintenance decisions and schedules and improve equipment reliability.
Sustainable and Smart Maintenance
Smart maintenance systems are becoming more common. They use connected devices to monitor the health of real-time equipment, helping catch issues quickly and reduce waste.
These systems often use less energy and resources. They target maintenance where it's most needed.
This cuts down on unnecessary work and parts replacement.
Condition-based maintenance is a key part of this trend. It bases work on the actual state of equipment, not fixed schedules. This approach can save money and extend machine life.
New tools help optimize maintenance plans. They balance costs, risks, and performance.
This leads to better decisions about when and how to maintain equipment.
Summary
This article explores two key maintenance strategies: condition-based maintenance (CBM) and time-based maintenance (TBM). CBM uses real-time data to determine when maintenance is needed, while TBM follows a fixed schedule.
Both aim to prevent equipment failures and extend lifespan. CBM often reduces costs by addressing issues before they worsen. TBM is simpler but may lead to unnecessary maintenance.
The article discusses the economic implications, technological advancements, and strategic decision-making in maintenance. It highlights the importance of balancing both approaches for optimal equipment reliability and operational efficiency.
Make your work easier.
Try for free.
Book a demo